Helfenstein Mechanik AG

Bei ochs und junior läuft der gesamte Innovationsprozess, also die Erfindung und Entwicklung der Uhren und neuen Funktionen, bei Ludwig Oechslin und somit innerhalb unserer Firma ab.
Das heisst, wir bauen die gesamte Uhr, bevor wir dann einzelne Bauteile bei einem unserer wenigen Zulieferbetriebe herstellen lassen. Unsere Zulieferer sind natürlich nicht einfach irgendwelche Betriebe, bei denen wir für jeden neuen Auftrag wieder eine Offerte machen lassen und dann dem Preisgünstigsten den Auftrag erteilen.
Ein Treffen mit Reto Helfenstein und die Besichtigung des beeindruckenden Maschinenparks machten schnell klar, dass wir hier einen neuen, guten Partner gefunden hatten.
Die Helfenstein Mechanik AG ist spezialisiert auf die Herstellung komplexer mechanischer Bauteile in Prototypenbauweise oder Kleinserien. Sie dient der Pilatus Aircraft Ltd. als Zulieferer für die Luftfahrt und ist zudem ISO 9001 zertifiziert.
Als erstes Projekt wurde die bestehende Funktion der Mondphase bei der Helfenstein Mechanik AG initialisiert, um den Vergleich anstellen zu können, ob die speziellen Ansätze verstanden wurden.
Die ersten Funktionen liefen auf Anhieb perfekt.
So wurde dann unser Schlüsselprojekt, die Realisierung des ewigen kalenders mit der Helfenstein Mechanik AG geplant und erfolgreich umgesetzt. Eine enge Zusammenarbeit zwischen Ludwig Oechslin, Daniel Matter und Reto Helfenstein führte dazu, dass die erste fertiggestellte Funktion dieses einmaligen Kalendermechanismus innerhalb von nur zwei Stunden (!) zum Laufen gebracht wurde und es immer noch perfekt tut.
Unsere Wege sind kurz, die Zusammenarbeit effizient und fruchtbar. Wir haben in der Tat einen neuen Partner gefunden – einen für uns perfekten Zulieferbetrieb.
Um Ihnen einen Einblick in die Arbeitsweise unseres neusten Partners zu gewähren, lassen wir die Helfenstein Mechanik AG gleich selbst zu Wort kommen. Fotos von Bea Weinmann.

Daniel Matter programmiert am Mastercam-Arbeitsplatz die Fräs-Operationen für das Zifferblatt. Ein cleveres Programm sowie die Wahl der richtigen Bearbeitungs-Strategien und Werkzeuge sind von enormer Wichtigkeit, um ein Top-Resultat zu erreichen.
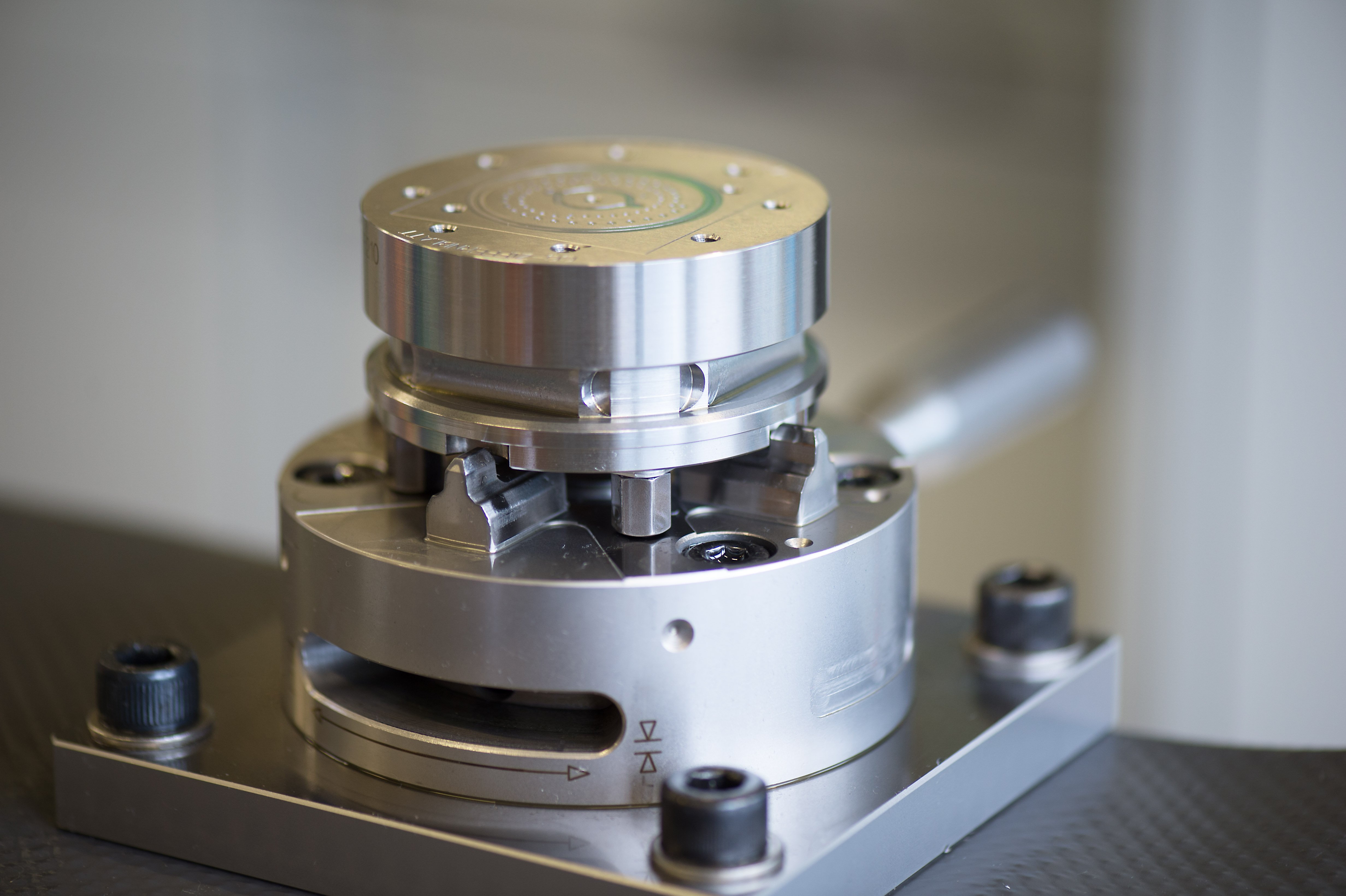
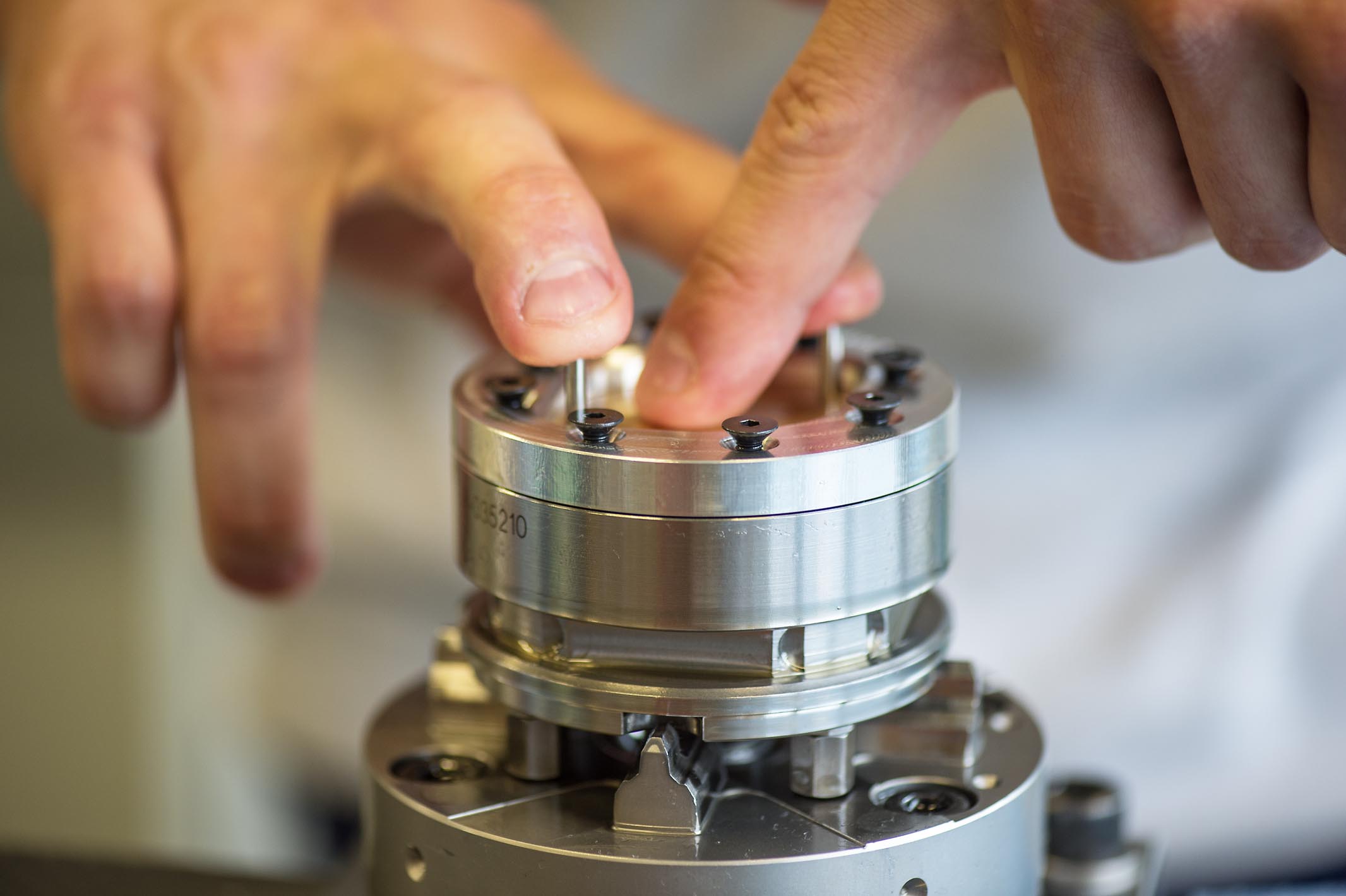
Erowa-Aufspannvorrichtung mit einer Repetiergenauigkeit von 0,002mm. Den Grundrohling für die Vorrichtung kaufen wir ein. Anschliessend bearbeiten wir diesen entsprechend, damit wir das Zifferblatt nach unseren Vorstellungen aufspannen und herstellen können.
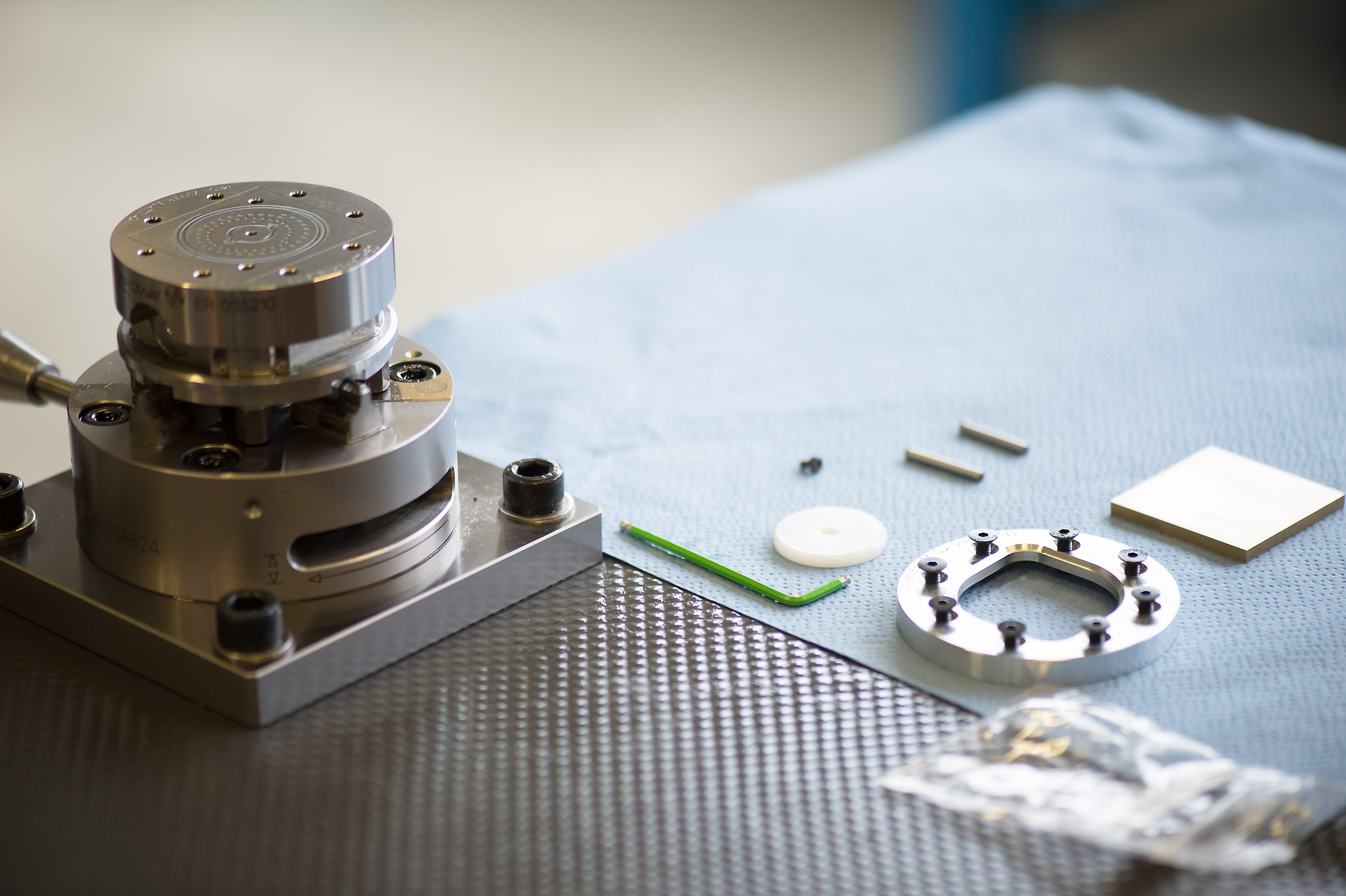
Rohling mit Spann- und Hilfsmitteln, welche wir für die Herstellung des Zifferblattes benötigen.

Daniel Matter beim Aufspannen des Messing-Rohlings.
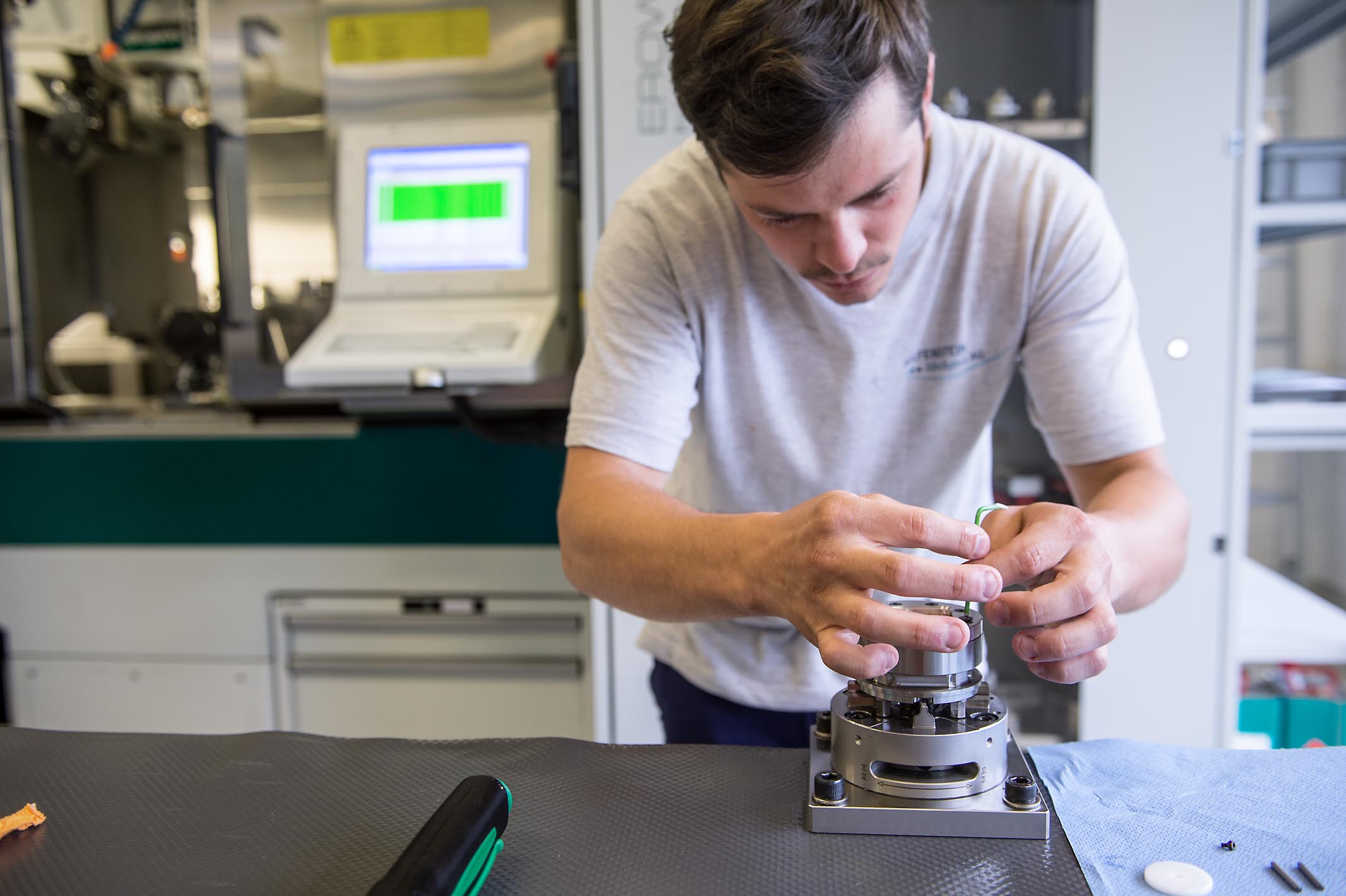
Möglichst gleichmässig zieht Daniel Matter die kreisförmig angebrachten Schrauben an, um einen gleichmässigen Spannzustand zu erreichen.

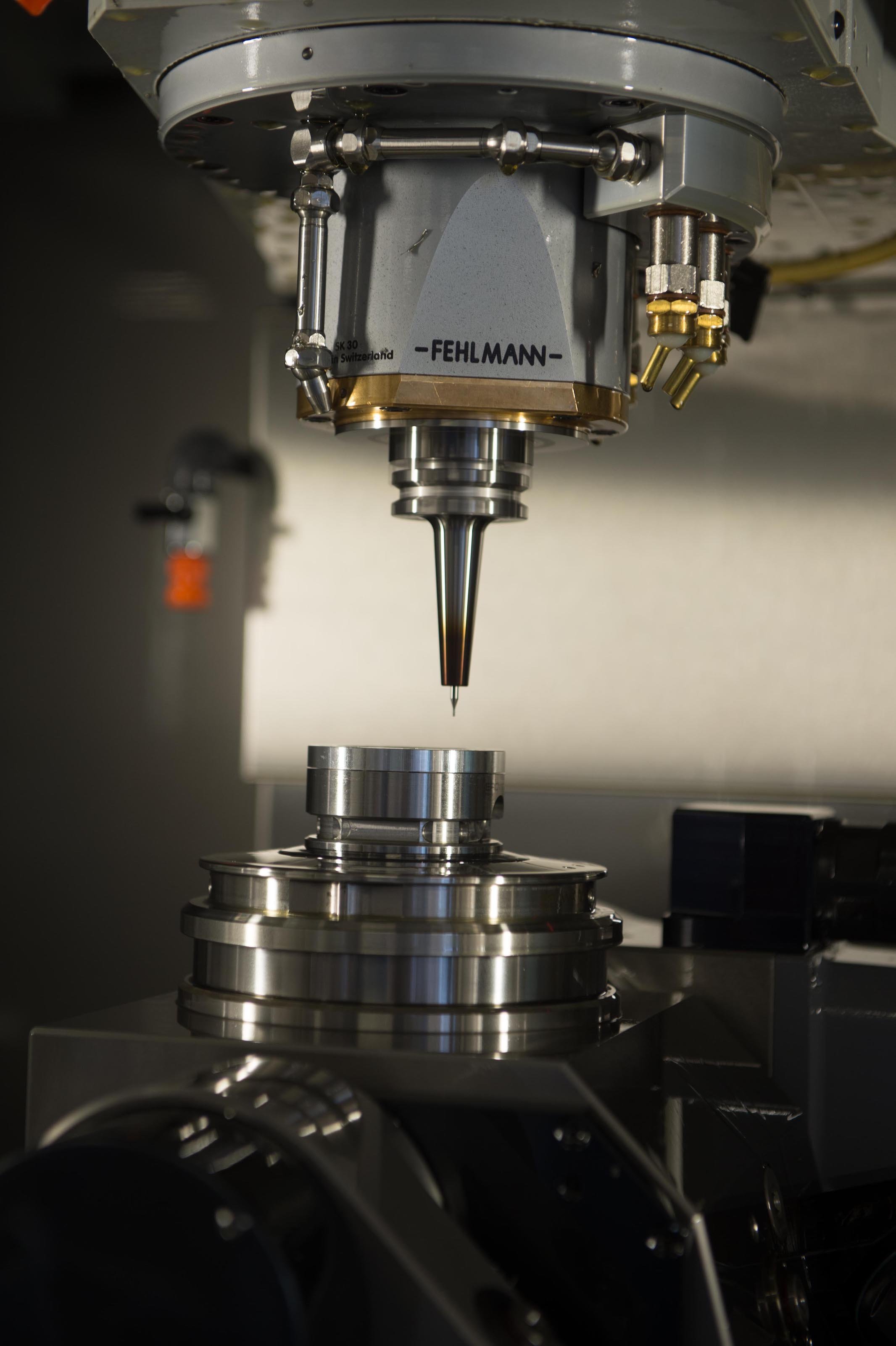
Daniel Matter bestückt die Maschine, eine Fehlmann Picomax-60 HSC, von Hand mit der Aufspannvorrichtung. Bei Bedarf kann die Maschine auch vollautomatisch durch den Roboter bestückt werden.

Daniel Matter überwacht den laufenden Fräsprozess.
Bei der Produktion der Bauteile für den ewigen kalender kommen kleinste Werkzeuge mit einem Durchmesser bis 0,2mm zum Einsatz.
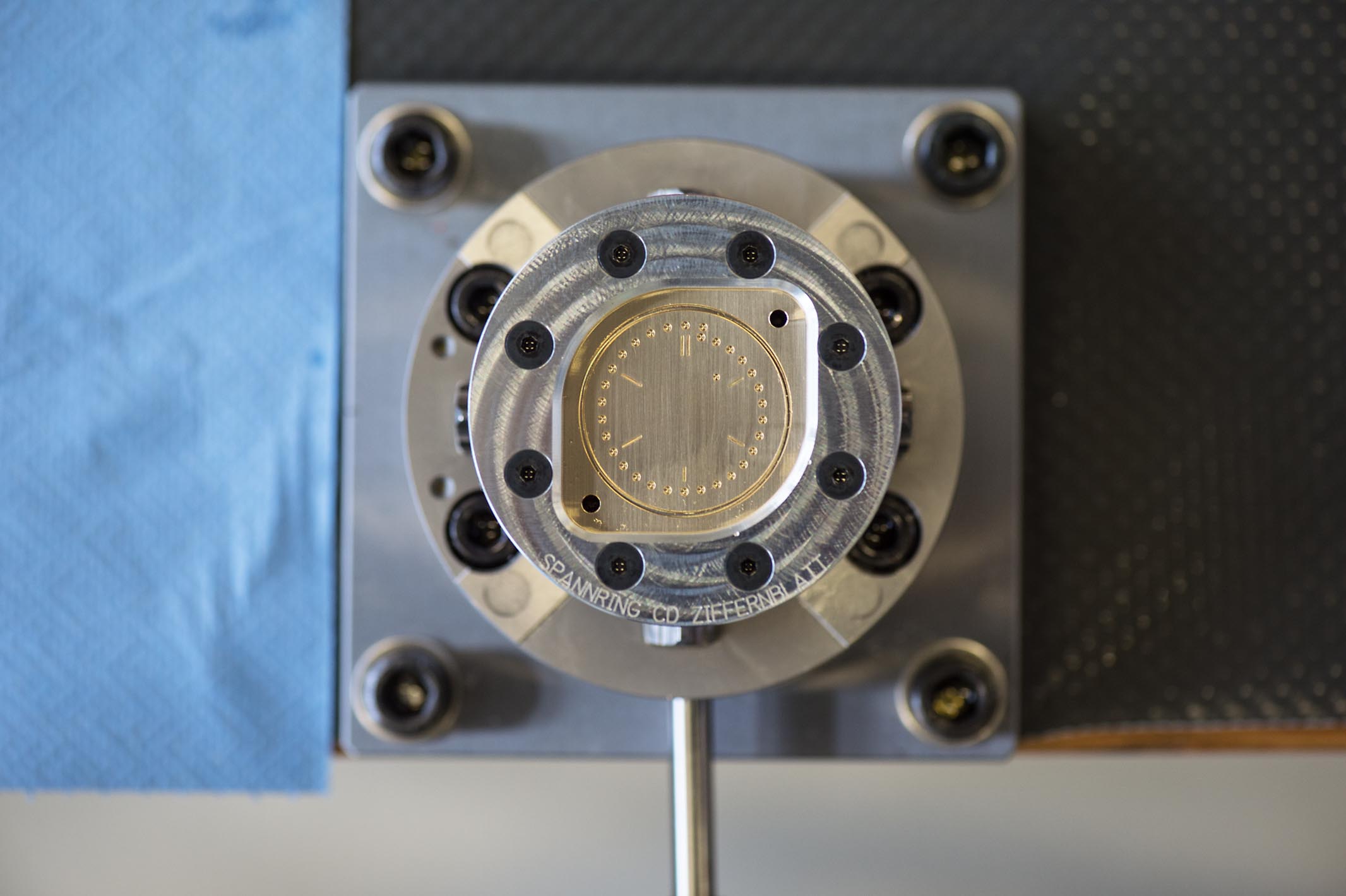
Die Sichtseite des Zifferblatts sowie die Abstecklöcher für das genaue Positionieren nach dem Wenden des Rohlings sind fertig.
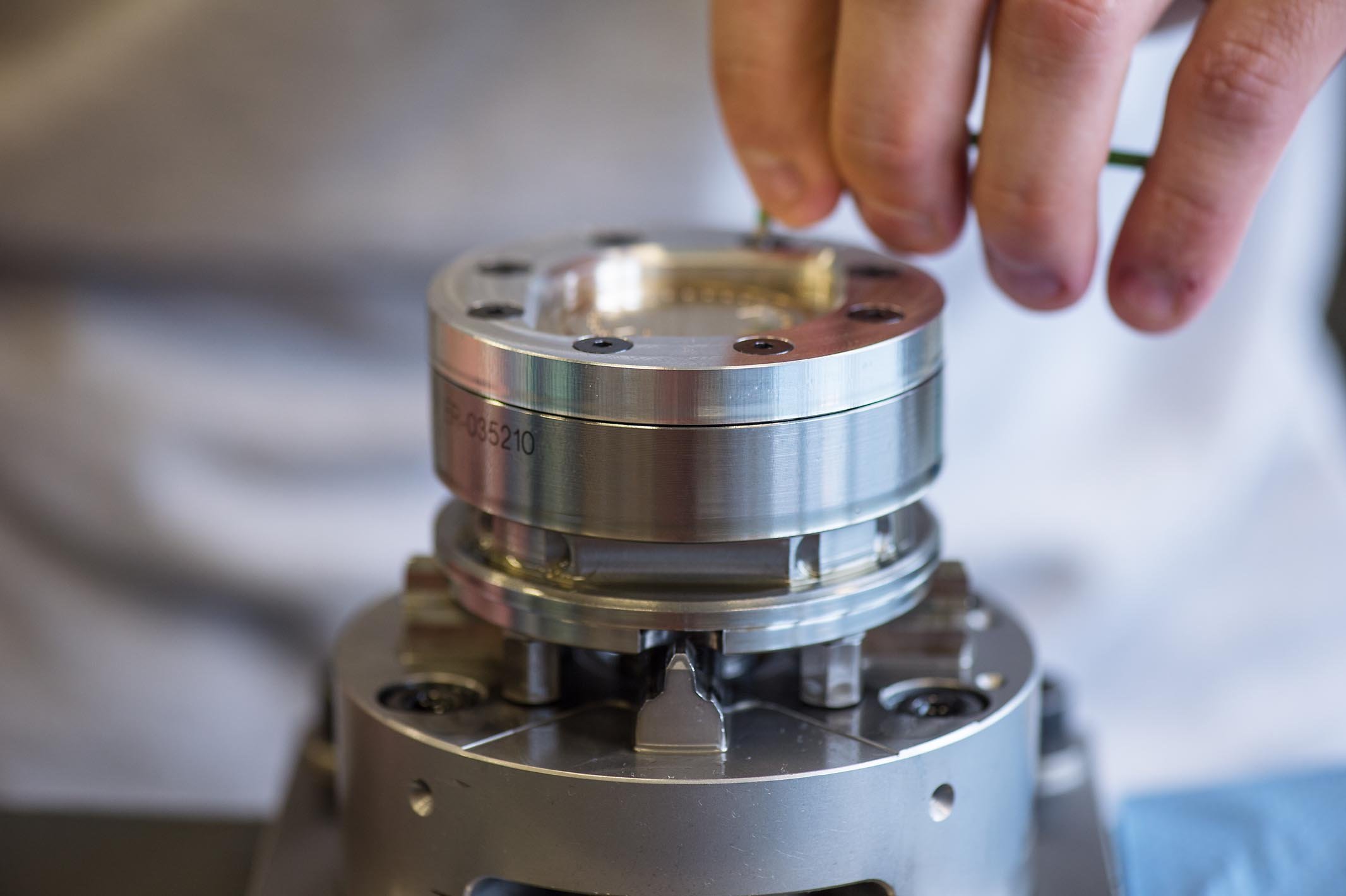
Der Spannring wird gelöst, damit das Zifferblatt für die zweite Bearbeitung gewendet werden kann.
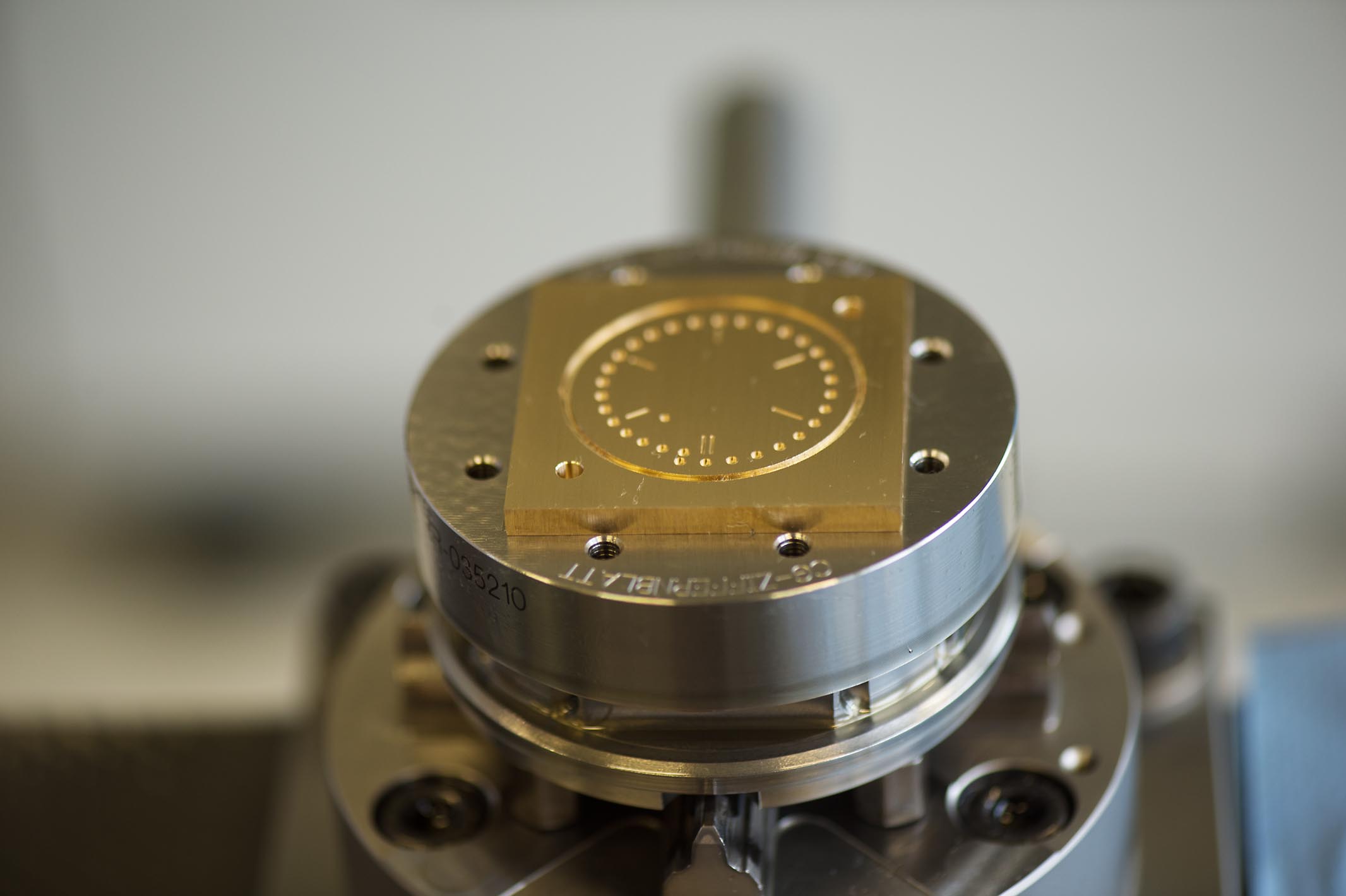
Erste Züge des Zifferblattes werden sichtbar.

Daniel Matter kontrolliert die Ausführung des ersten Bearbeitungsschrittes.

Auch Geschäftsführer Reto Helfenstein begutachtet die Bearbeitung, bevor es weitergeht.
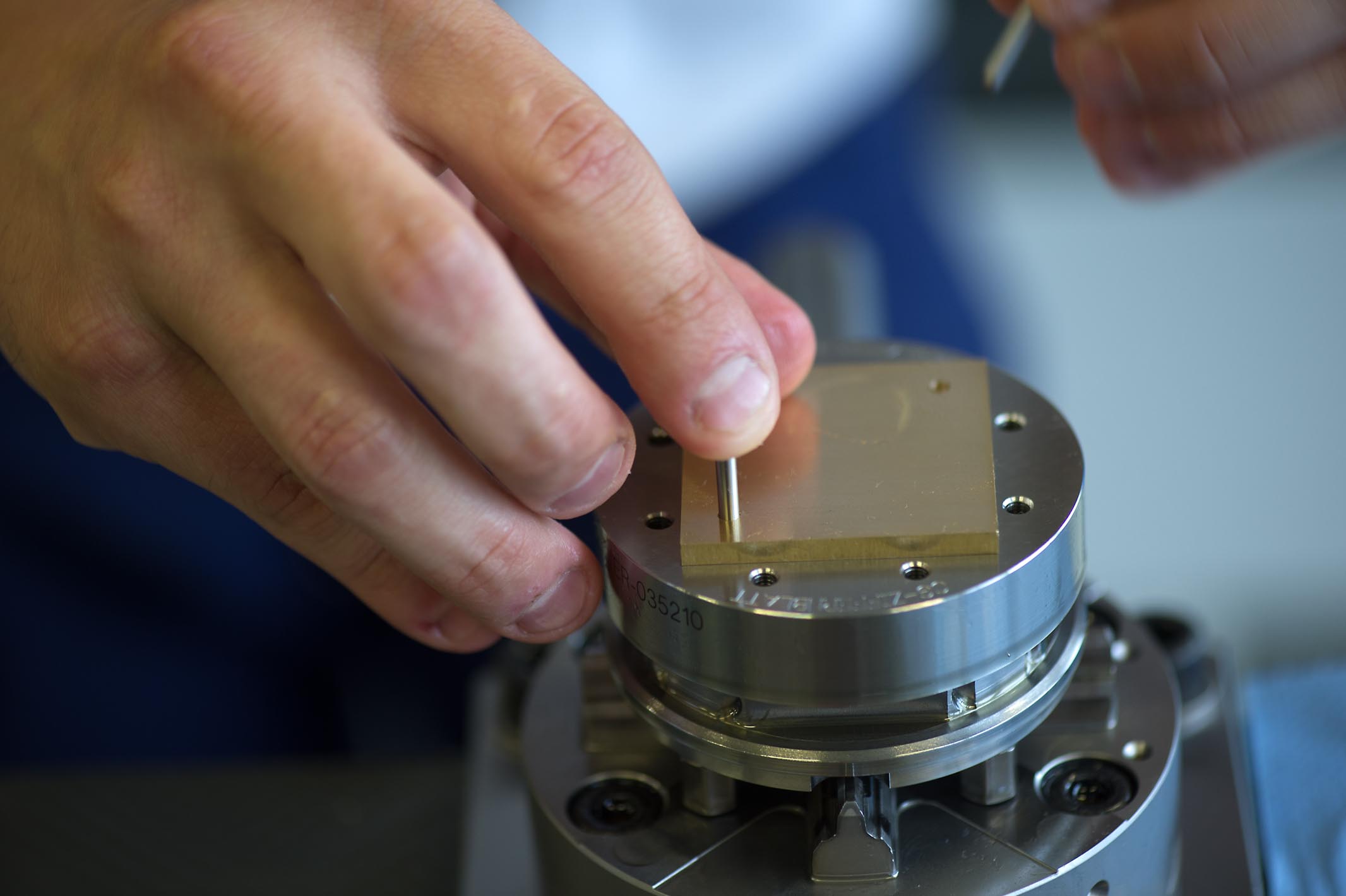
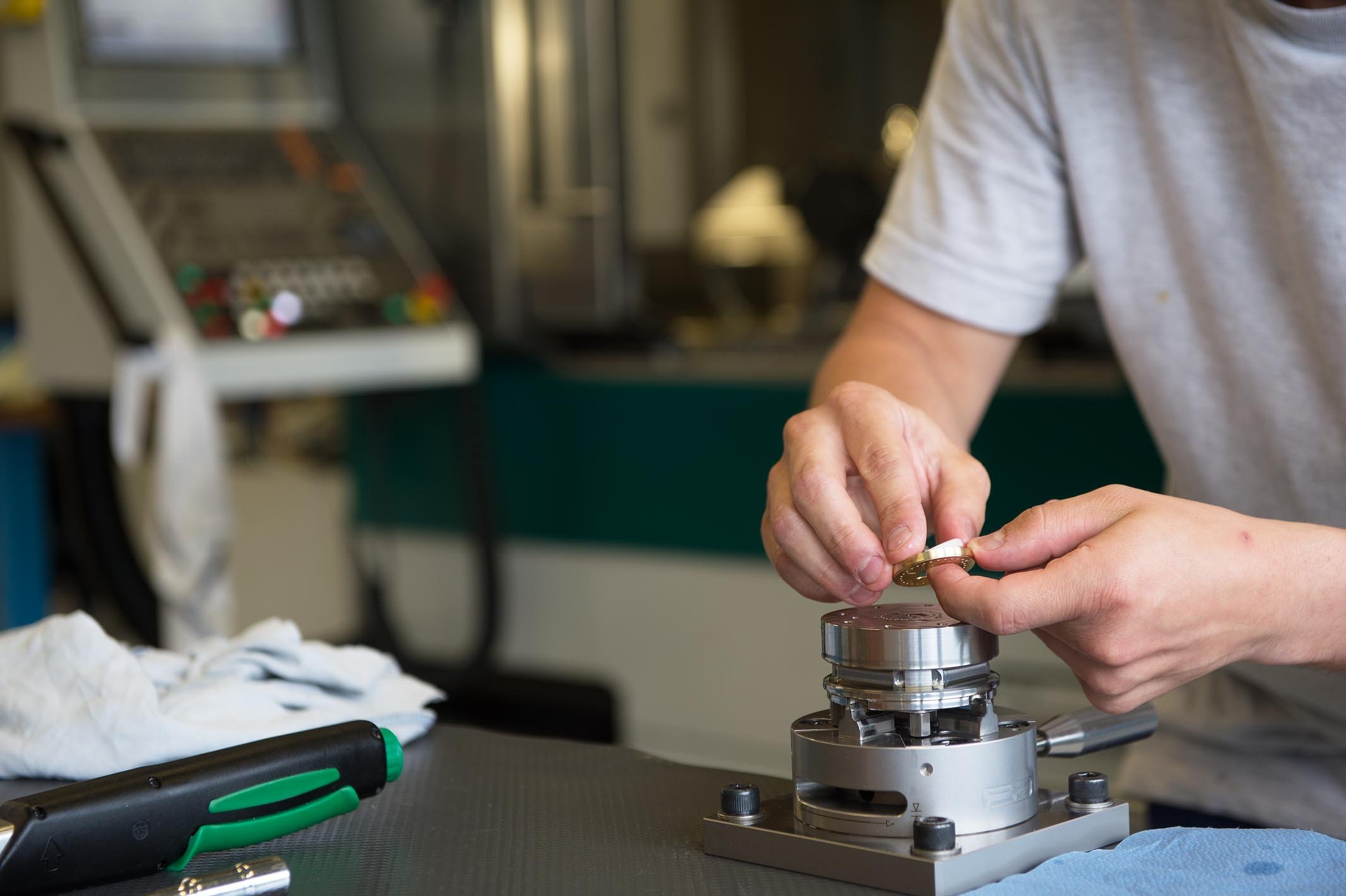
Daniel Matter wendet den Rohling und positioniert diesen mittels der genauen Absteckbohrungen, welche er bei der ersten Aufspannung vorgenommen hat. Dabei ist eine sehr saubere Arbeitsweise nötig, da die sichtbare Seite des Zifferblattes auf der Vorrichtung aufliegt.
Nun wird der Rohling mittels Spannring wieder aufgespannt. Die Zylinderstifte übernehmen die genaue Positionierung.
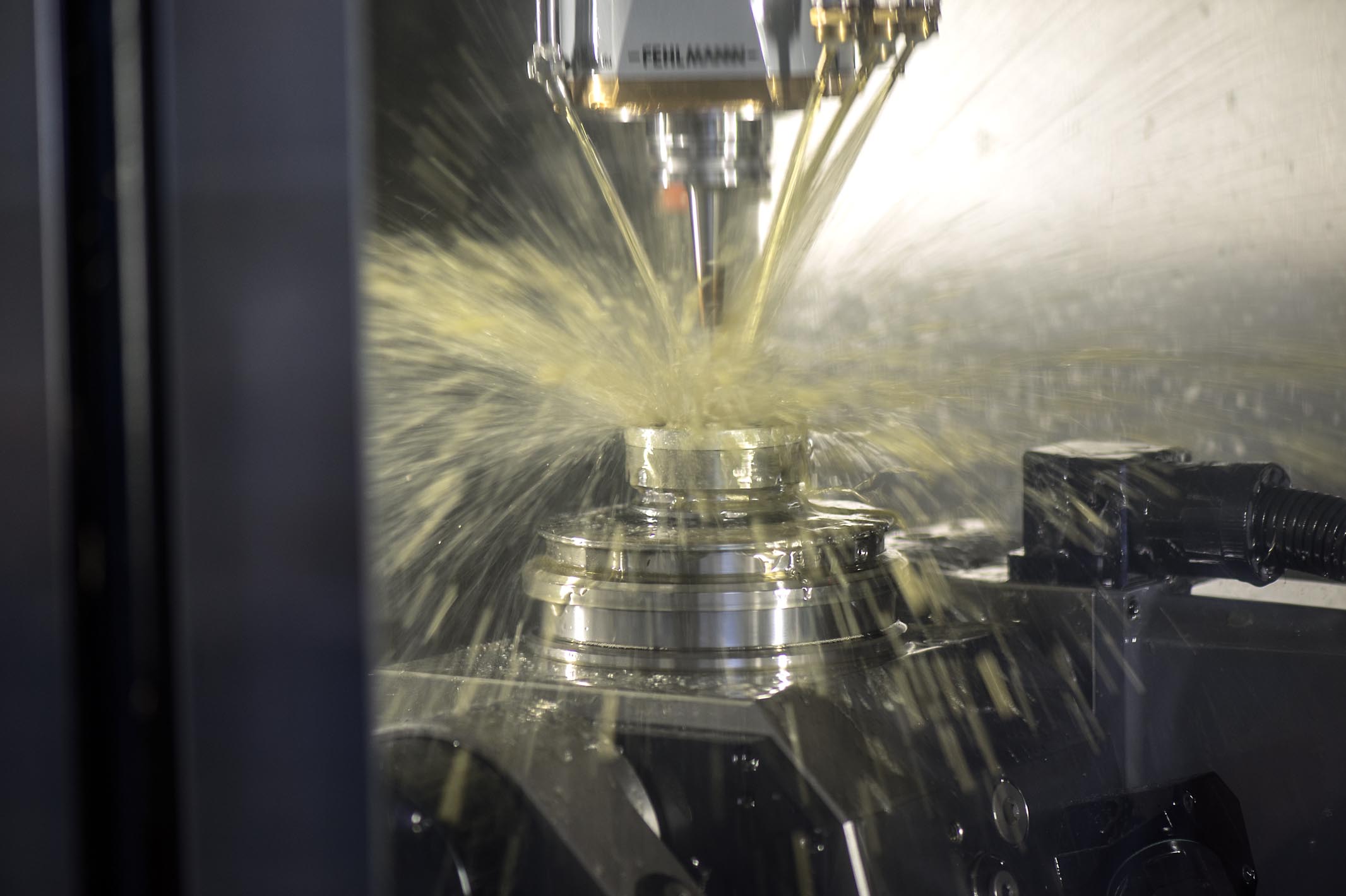
Die Rückseite des Zifferblattes wird gefräst. Mit der Vollöl-Kühlung erreichen wir die besten Resultate in der Qualität der Oberflächen und die Werkzeuge halten länger.

Daniel Matter und seine Teamkollegen arbeiten Hand in Hand – wobei die einzelnen Arbeitsschritte im Voraus gut überlegt sein wollen.
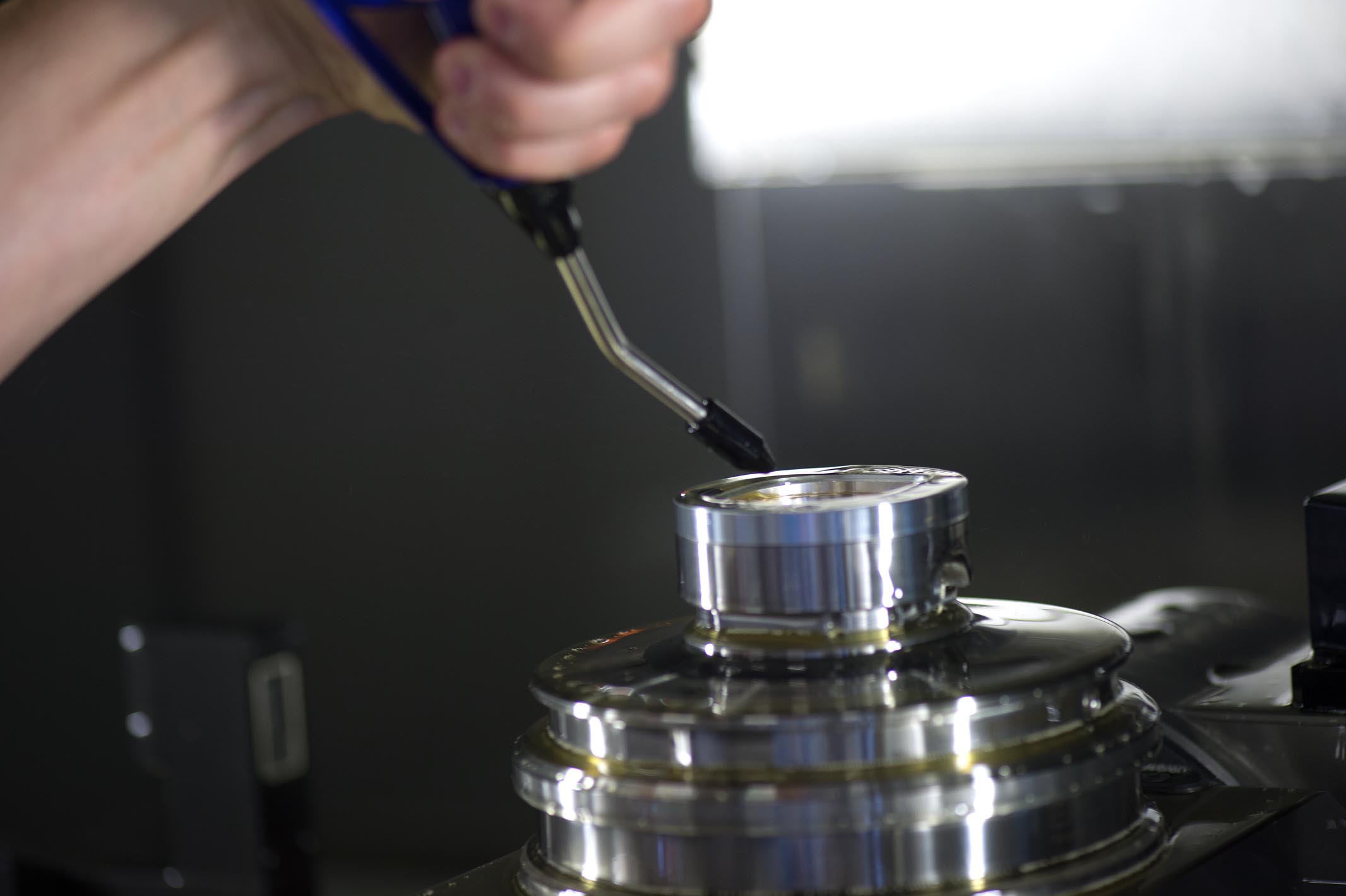
Vor dem Austrennen des Zifferblattes muss dieses gesichert werden, damit es in der gewünschten Position bleibt und somit nicht vom Fräser beschädigt wird.

Dazu bringt Daniel Matter in der Mitte eine Schraube mit Kunststoff-Rondelle an, um Kratzer und Eindrücke durch den Schraubenkopf zu vermeiden.

Die Bearbeitung des Zifferblatts ist fertig und der Spannring kann gelöst werden.
Vorsichtig hebt Daniel Matter das Zifferblatt von der Spannvorrichtung ab, damit keine Kratzer entstehen.
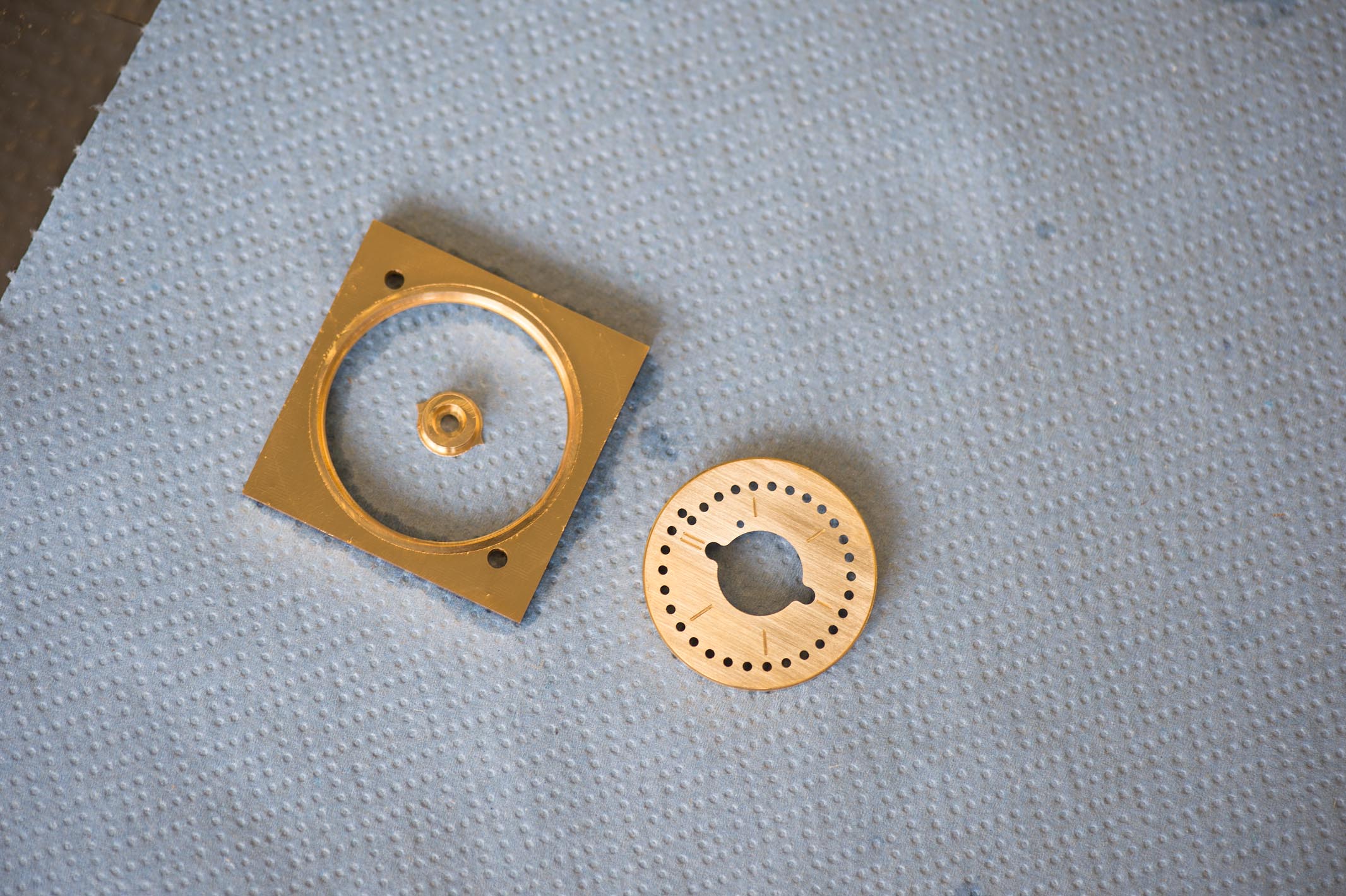
Das fertige Zifferblatt und die Reste des Rohlings, welche wieder rezykliert werden.

Um das Zifferblatt vom Öl zu befreien, wird es mehrmals in ein Bad mit einem lösungsmittelhaltigen Reiniger getaucht.

Daniel Matter entfernt vorsichtig die Reste des Reinigers mittels Druckluft.

Messing-Rohlinge für das Monatsrad.
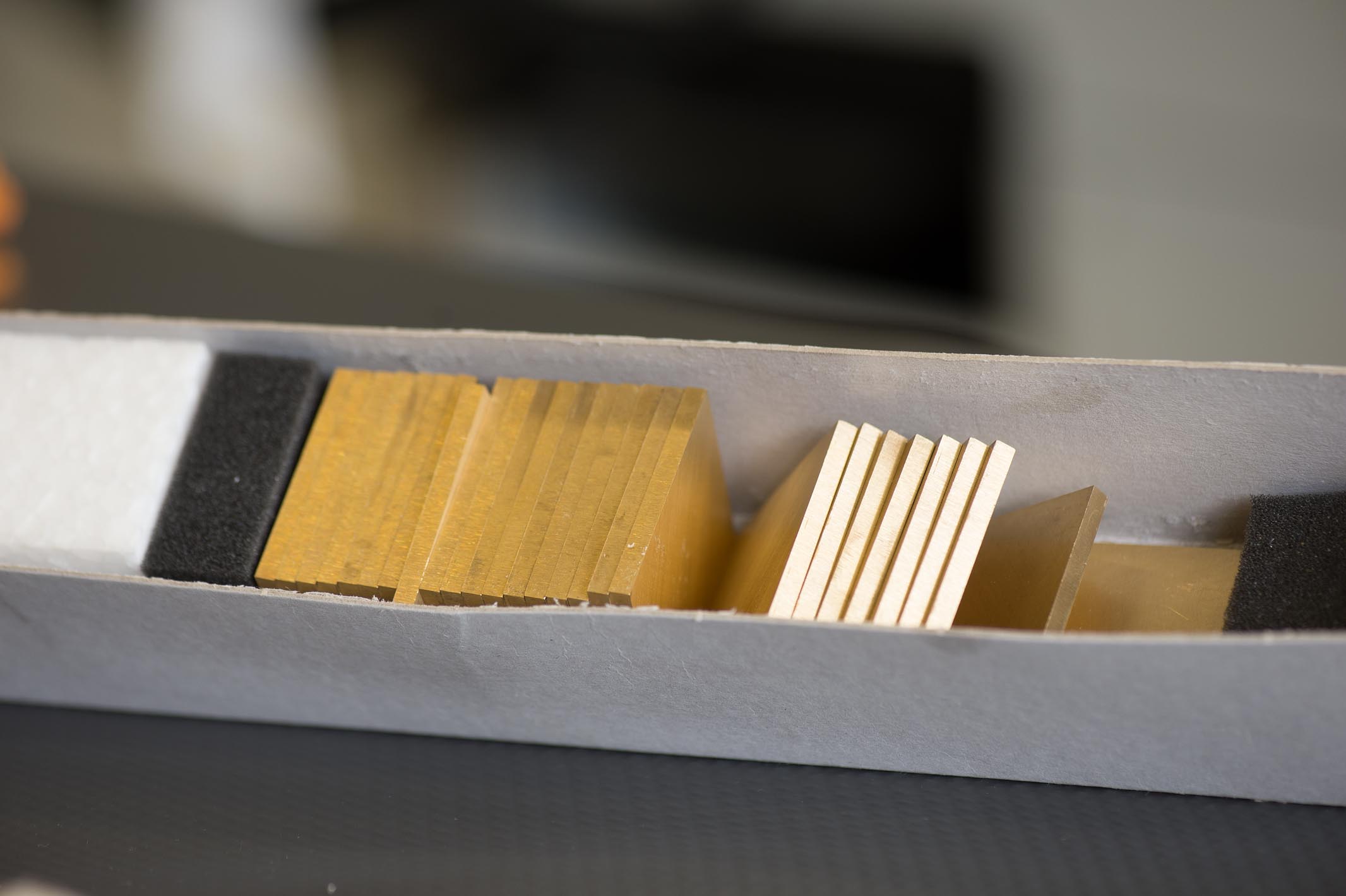
Messing-Rohlinge für das Zifferblatt.
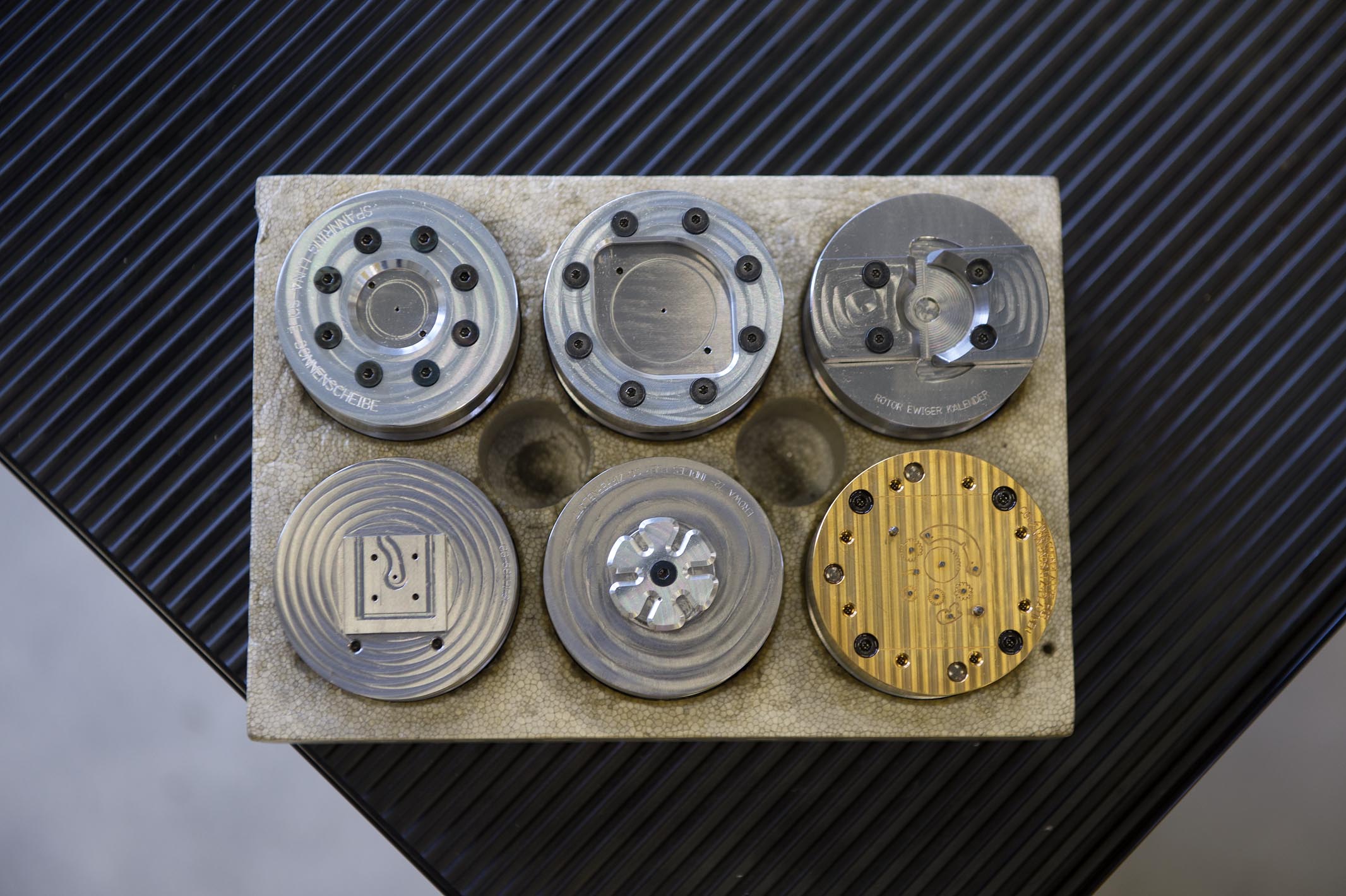
Eine Auswahl an Spannvorrichtungen, welche wir speziell für die Produktion der Bauteile für den ewigen kalender hergestellt haben.

Titan-Rohlinge und Restmaterial aus der Schliessen-Produktion.
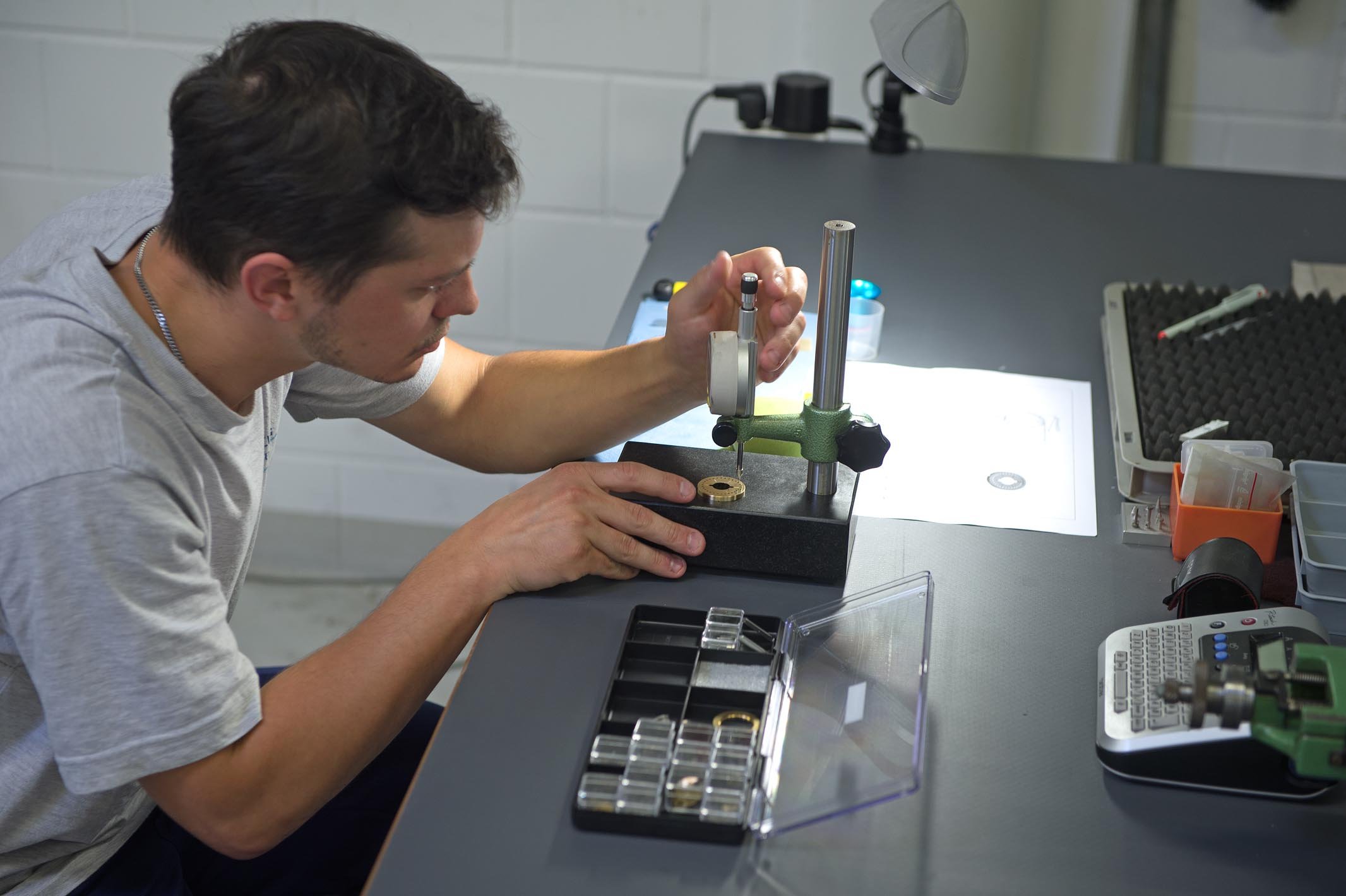
Daniel Matter kontrolliert das Zifferblatt auf seine Masshaltigkeit. Unser Ziel ist, uns möglichst in der Mitte der zum Teil sehr engen Toleranzen zu bewegen.
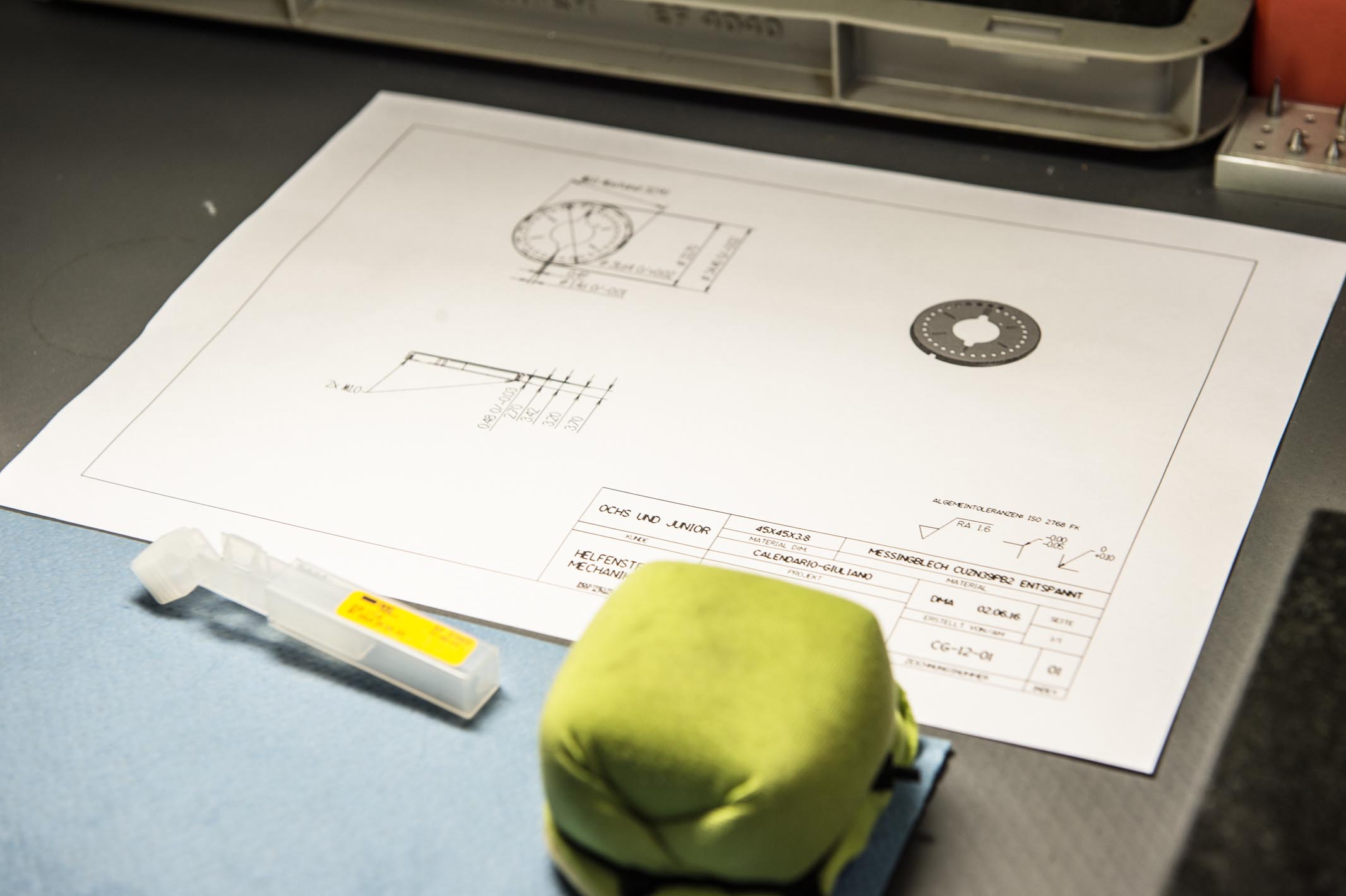
Daniel Matter vergleicht das Resultat mit den Vorgaben auf der Zeichnung. Falls nötig, korrigiert er die gemessenen Abweichungen direkt an der Maschine.

Zuletzt wird das Zifferblatt für mehrere Stunden in einem Nussschalen-Granulat trowalisiert (geschliffen), um damit kleinste Brauen zu brechen, aber gleichzeitig die Frässtruktur beizubehalten.
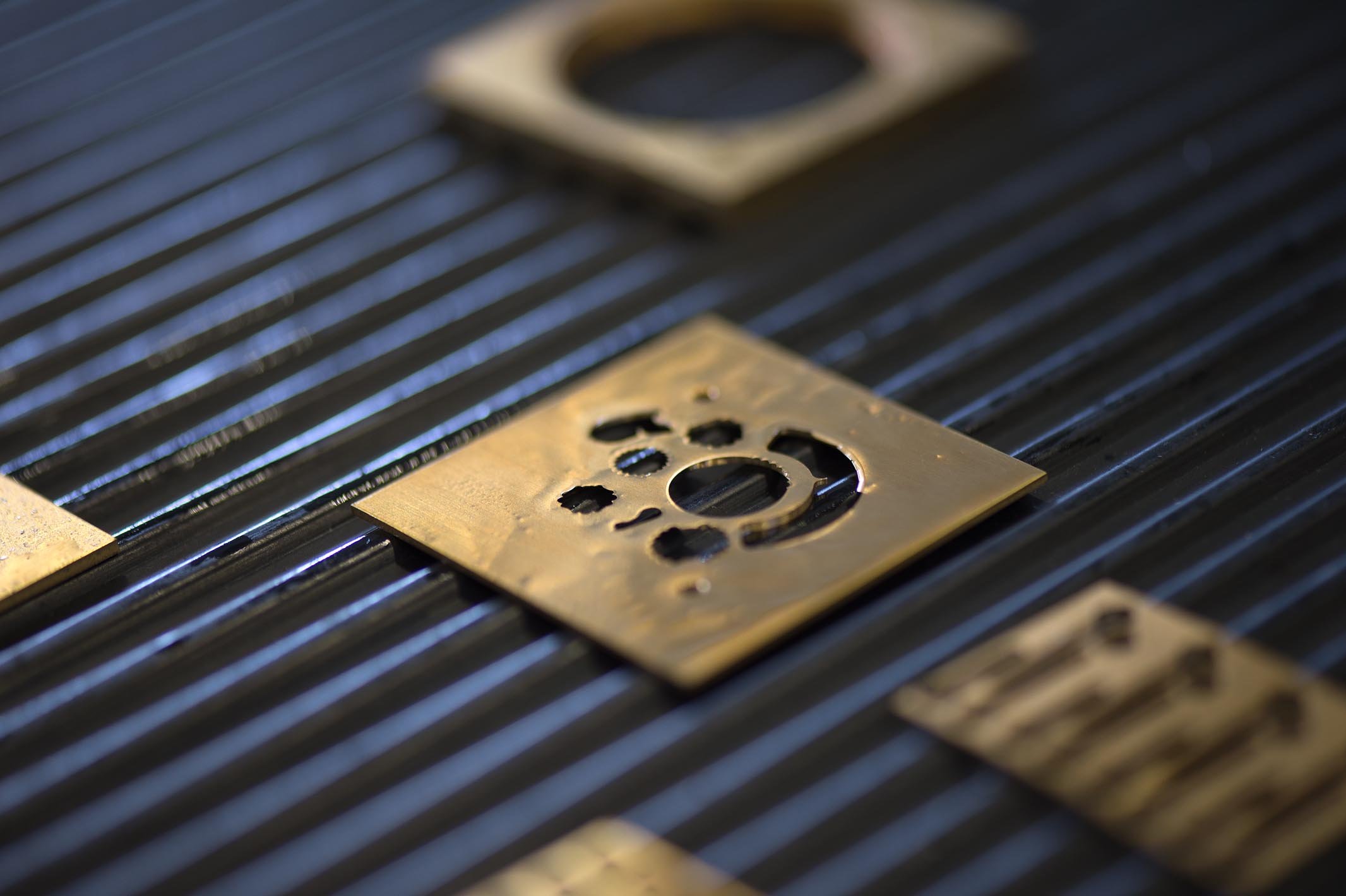
Messing-Rohlinge, nachdem wir die Bauteile für die Funktion des ewigen kalenders herausgefräst haben.
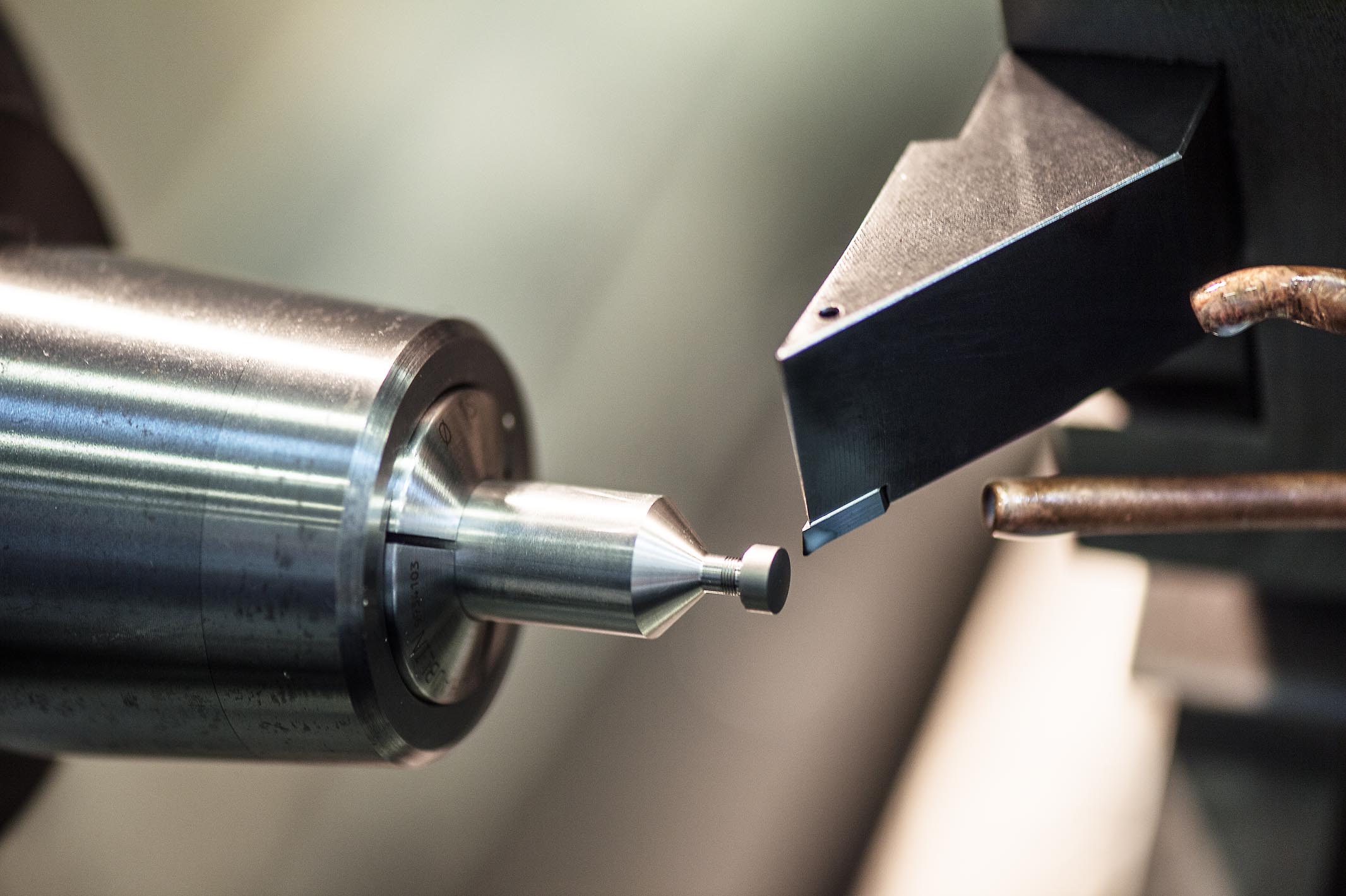
Drehbearbeitung der Krone. Dazu wird die Krone über das bestehende Feingewinde auf einen Spezialdorn geschraubt. Drehspezialist Raffel Müller ist für die rotativen Teile von ochs und junior zuständig.

Neben ochs und junior beliefert die Helfenstein Mechanik AG unter anderem auch die Pilatus-Flugzeugwerke AG in Stans. Das eine oder andere Bauteil für den neuen Business-Jet PC-24 kommt aus unserem Hause. Auch hier gilt: “Made in Switzerland” …

Für die Auslieferung werden die Bauteile sorgfältig verpackt, damit beim Transport nichts beschädigt werden kann.

Daniel Matter beim Vakuumieren einer kompletten Schliesse.

Letzte Schritte: überschüssiges Verpackungsmaterial wird abgeschnitten.
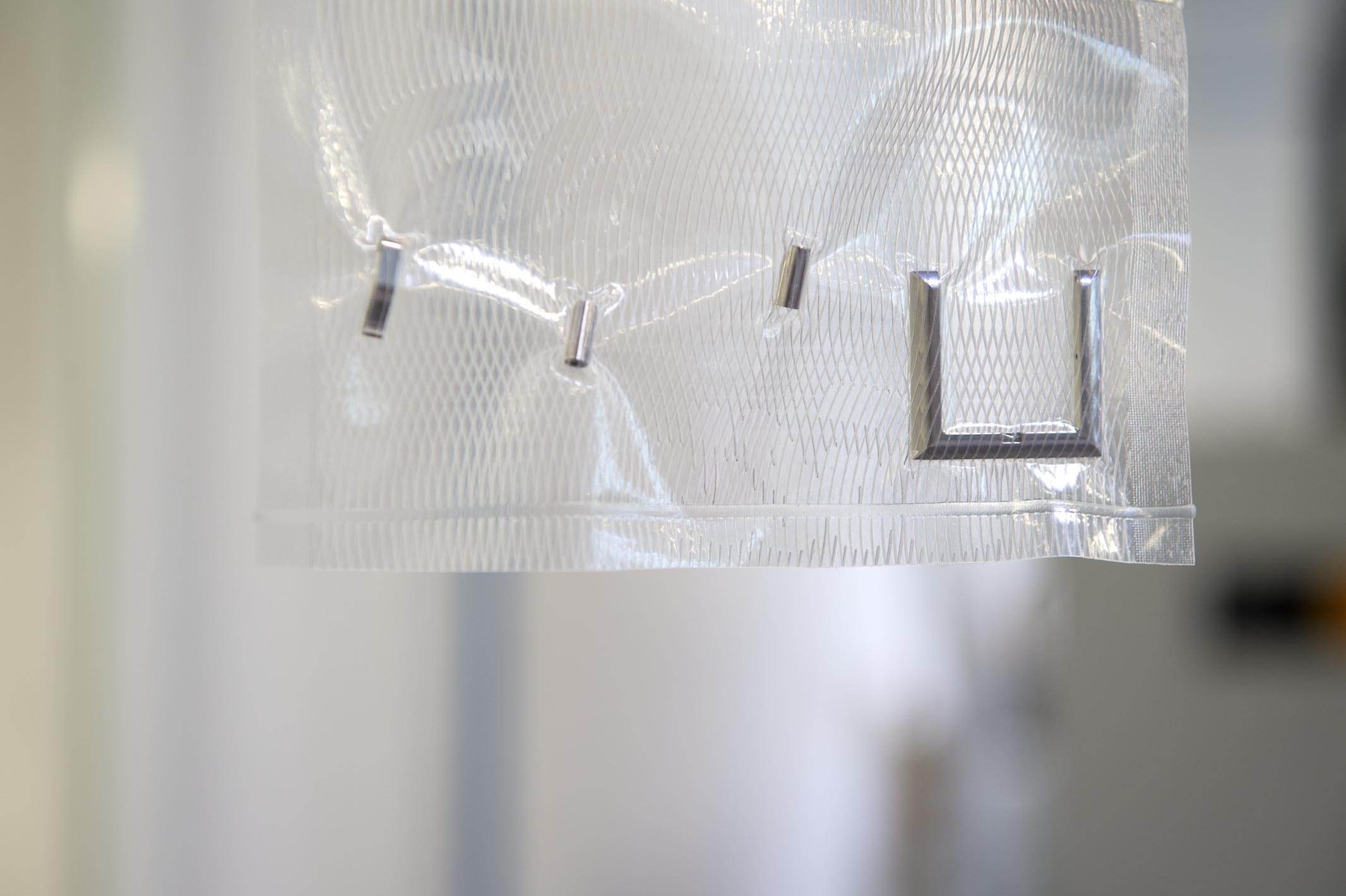
Die fertige, im Vakuumbeutel verpackte Titan-Schliesse wird nun an ochs und junior geliefert – ein Transport, der nur gerade mal 20 Minuten dauert!