Helfenstein Mechanik AG

The entire innovation process – that is, the invention and development of all our watches and new functions – is in the hands of Ludwig Oechslin, and thus takes place within our company. Oechslin manufactures a complete working prototype on his personal machines before we task one of our few suppliers with manufacturing individual parts.
The company Helfenstein Mechanik AG specializes in manufacturing complex mechanical parts in small batches and for prototypes. It serves as supplier for a Swiss aviation company, the Pilatus Aircraft Ltd., and is ISO 9001 certified.
The first project was to initiate the production of the existing moon phase function at the Helfenstein Mechanik AG in order to assess whether ochs und junior’s special approach had been understood. The first functions manufactured by the Helfenstein Mechanik AG worked perfectly, on the very first try.
And thus, the key project of realizing the perpetual calendar with Helfenstein Mechanik AG was planned and successfully implemented. Thanks to the close collaboration between Ludwig Oechslin, Daniel Matter and Reto Helfenstein, two hours (!) was all it took to assemble the first function, once it was finished. It worked perfectly and still does.
By car, Alpnach is just 20 minutes away from Lucerne. It is situated in the idyllic Swiss canton of Obwalden, surrounded by picturesque mountains, and very close to Mount Pilatus (where I jog and Reto takes flight with his paraglider).
The distances are extremely short, and our collaboration is efficient and fertile. We have indeed found a new partner – a manufacturing partner that is perfect for us.
To provide insight into how our newest partner works, we would like to let Helfenstein Mechanik AG speak for itself. The text below is by Helfenstein. Photos by Bea Weinmann.

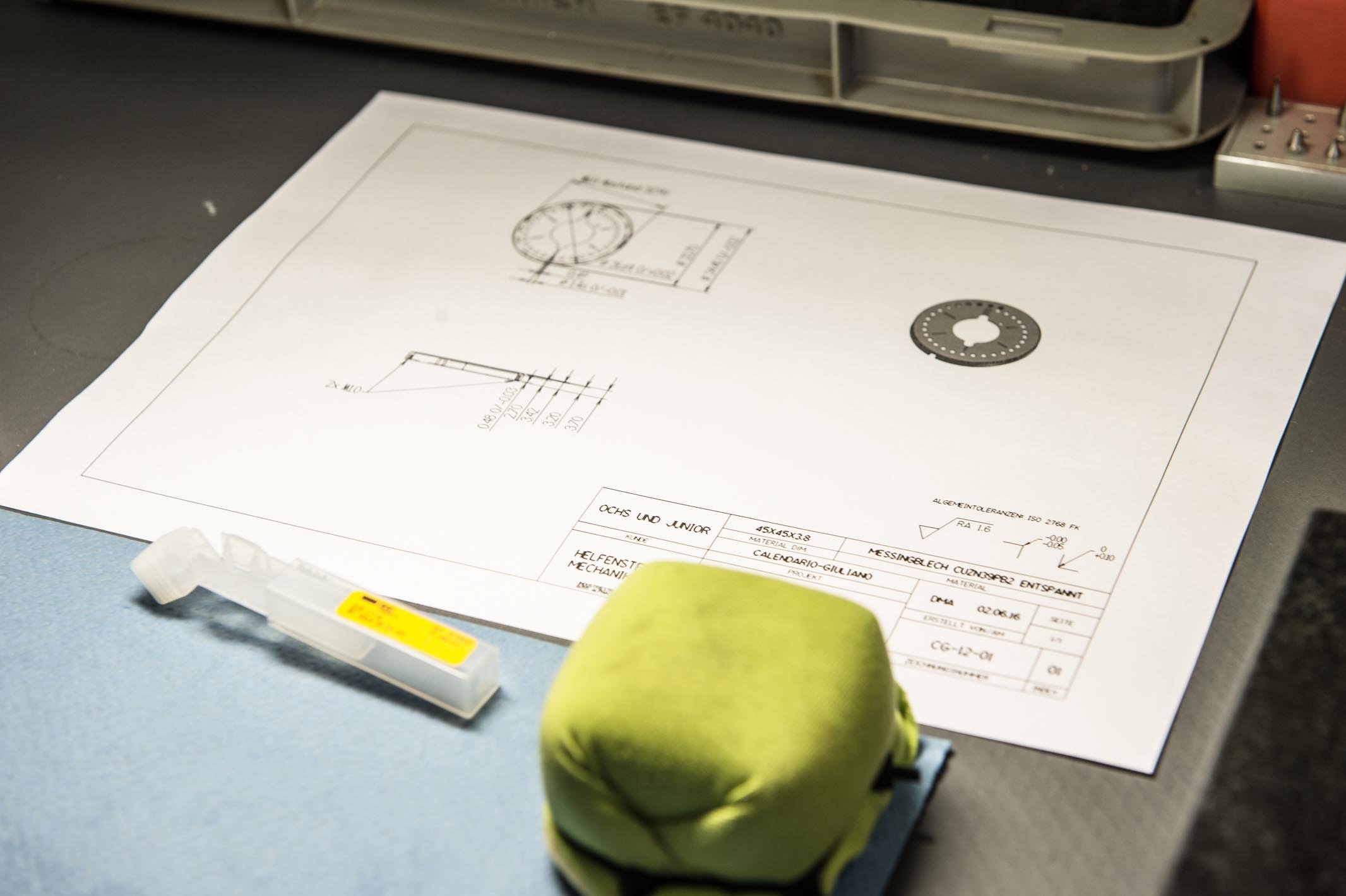
Daniel Matter programs the milling operation for the dial at the Mastercam workstation. A clever program, as well as choosing the right processing strategy and tools, are crucial to achieving a top result.
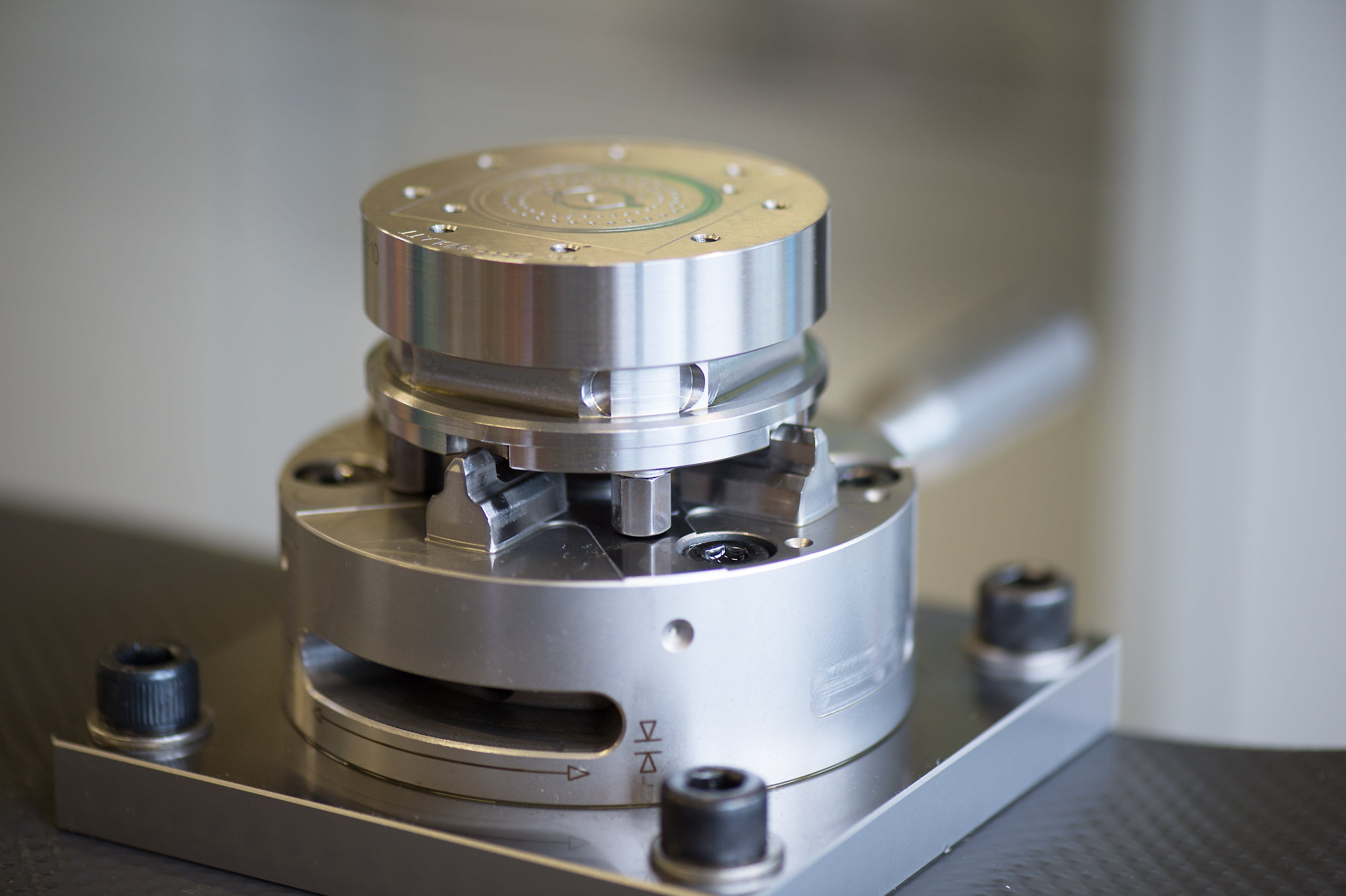
The Erowa clamping device with a repetition precision of 0.002mm. We buy a blank for the device, then process it so that we can use it to clamp and manufacture the dial according to our wishes.
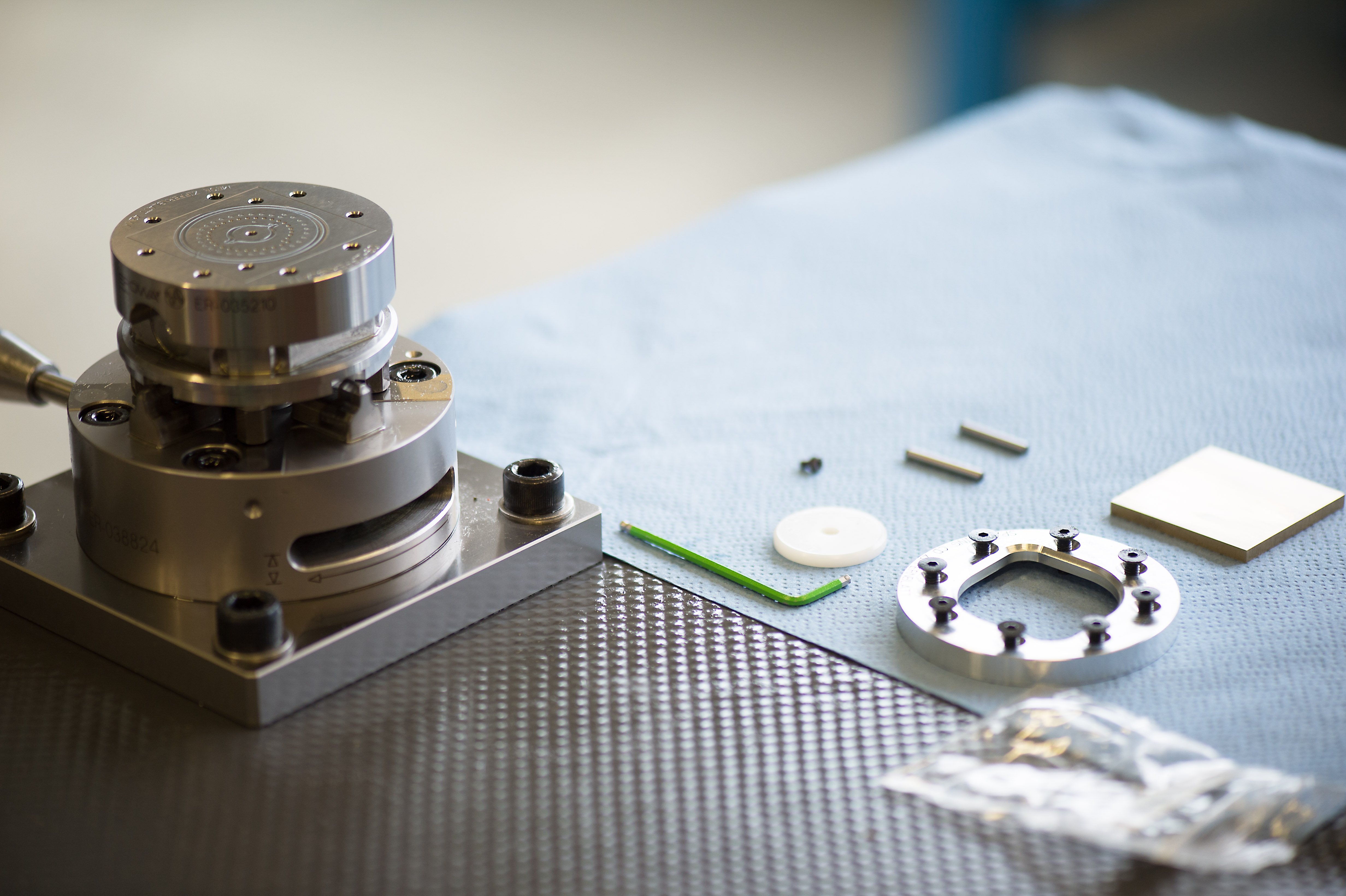
The blank along with the clamping and other devices that we need to manufacture the dial.

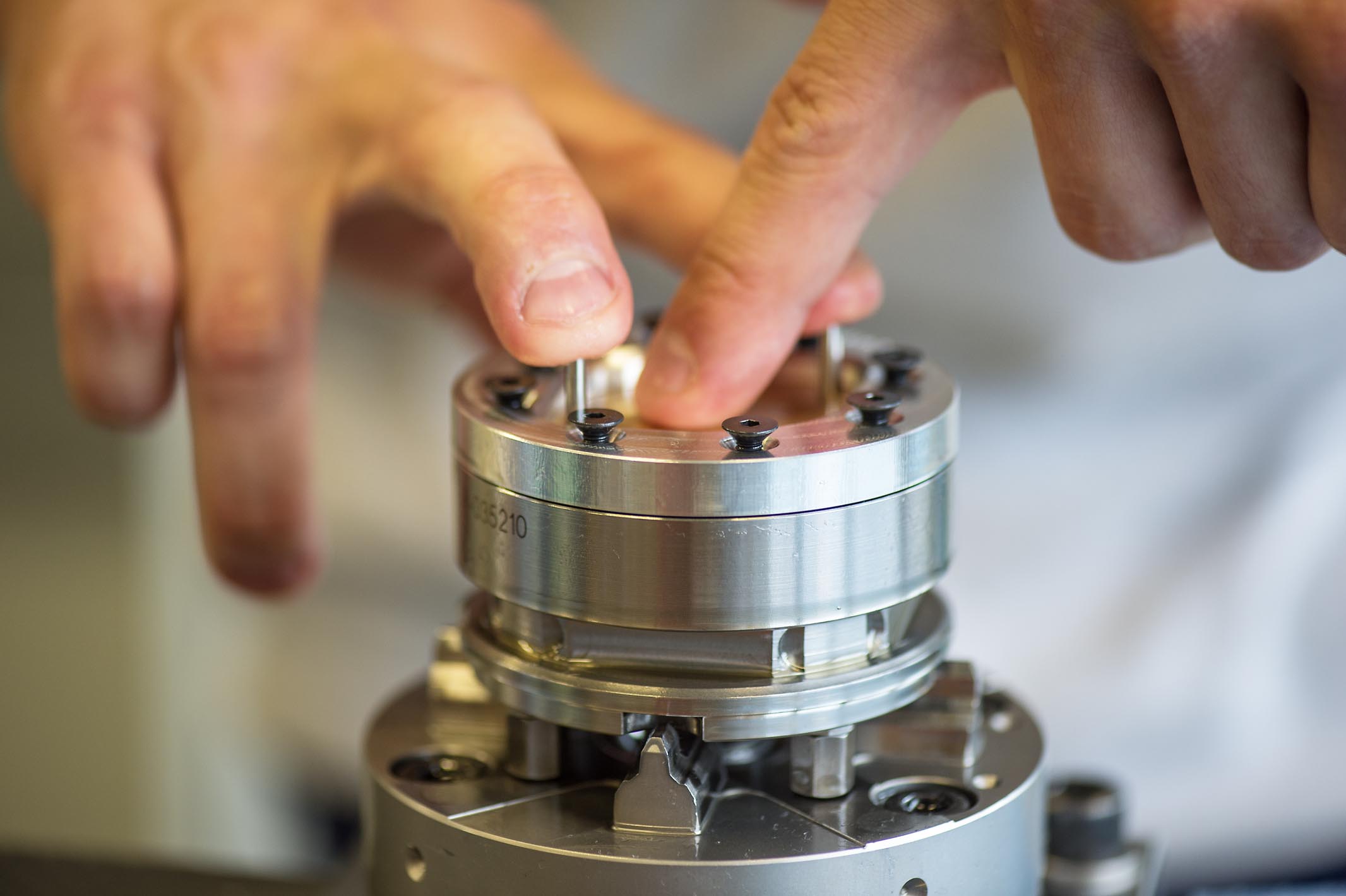
Daniel Matter is clamping the brass blank into the device.
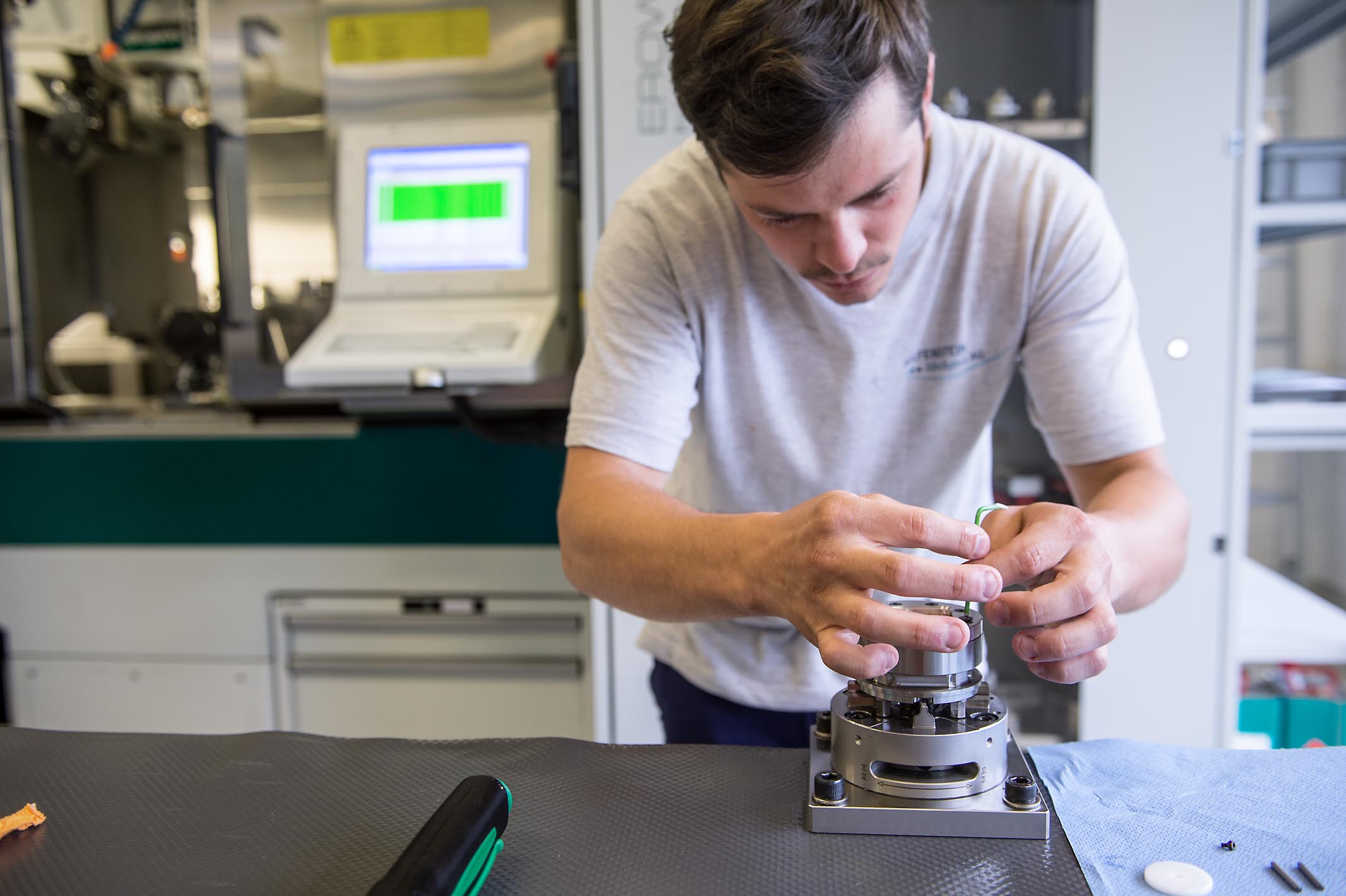
Daniel Matter tightens the screws, which are positioned in a circle, as evenly as possible to make sure the tension in the clamp is even.

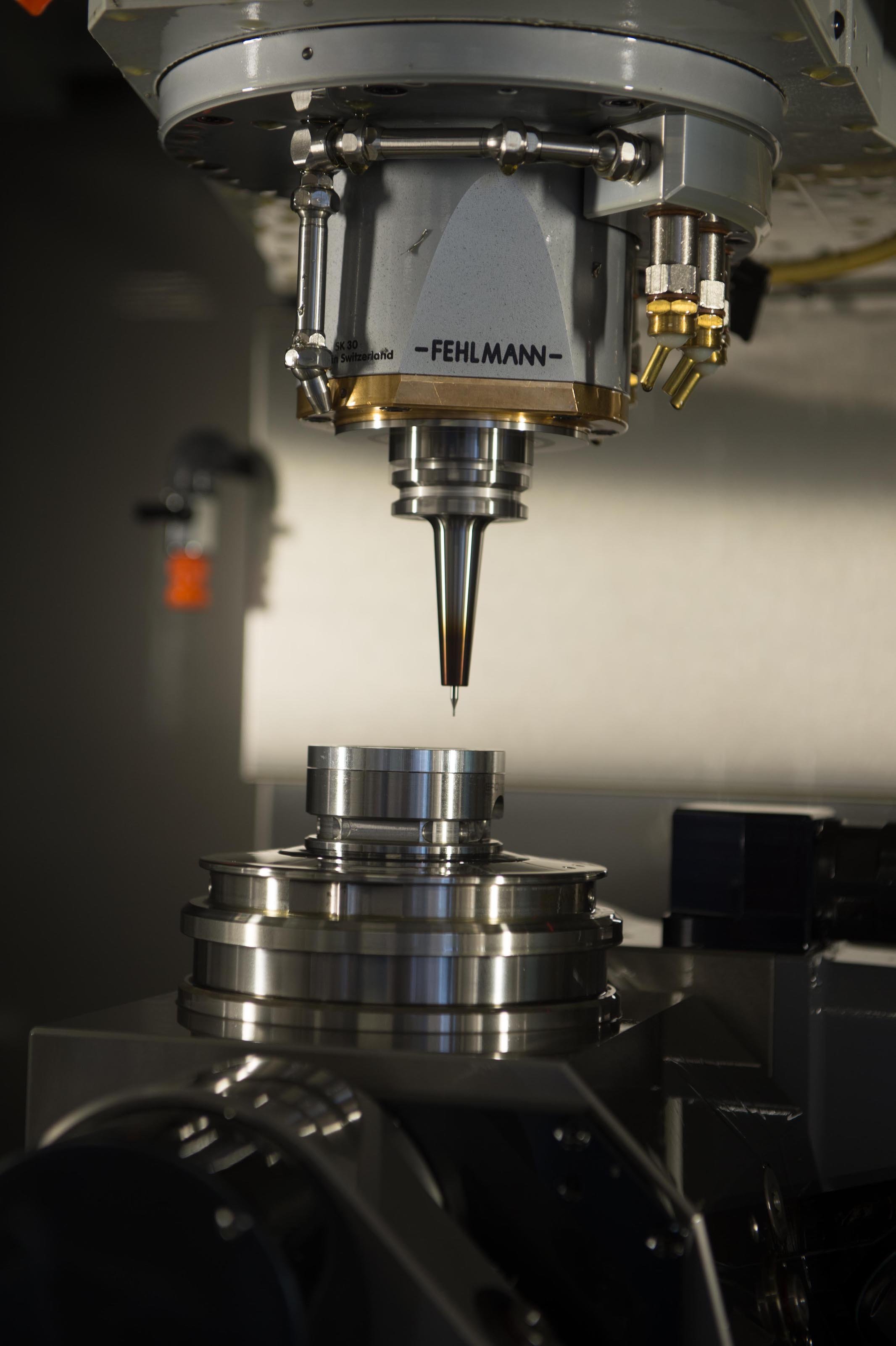
Daniel Matter loads the clamping device into the machine, a Fehlmann Picomax-60 HSC, by hand. If needed, however, the machine can also be loaded automatically by a robot.

Daniel Matter monitors the ongoing milling process.
The production of the parts for the perpetual calendar requires precision tools with a diameter of as little as 0.2mm.
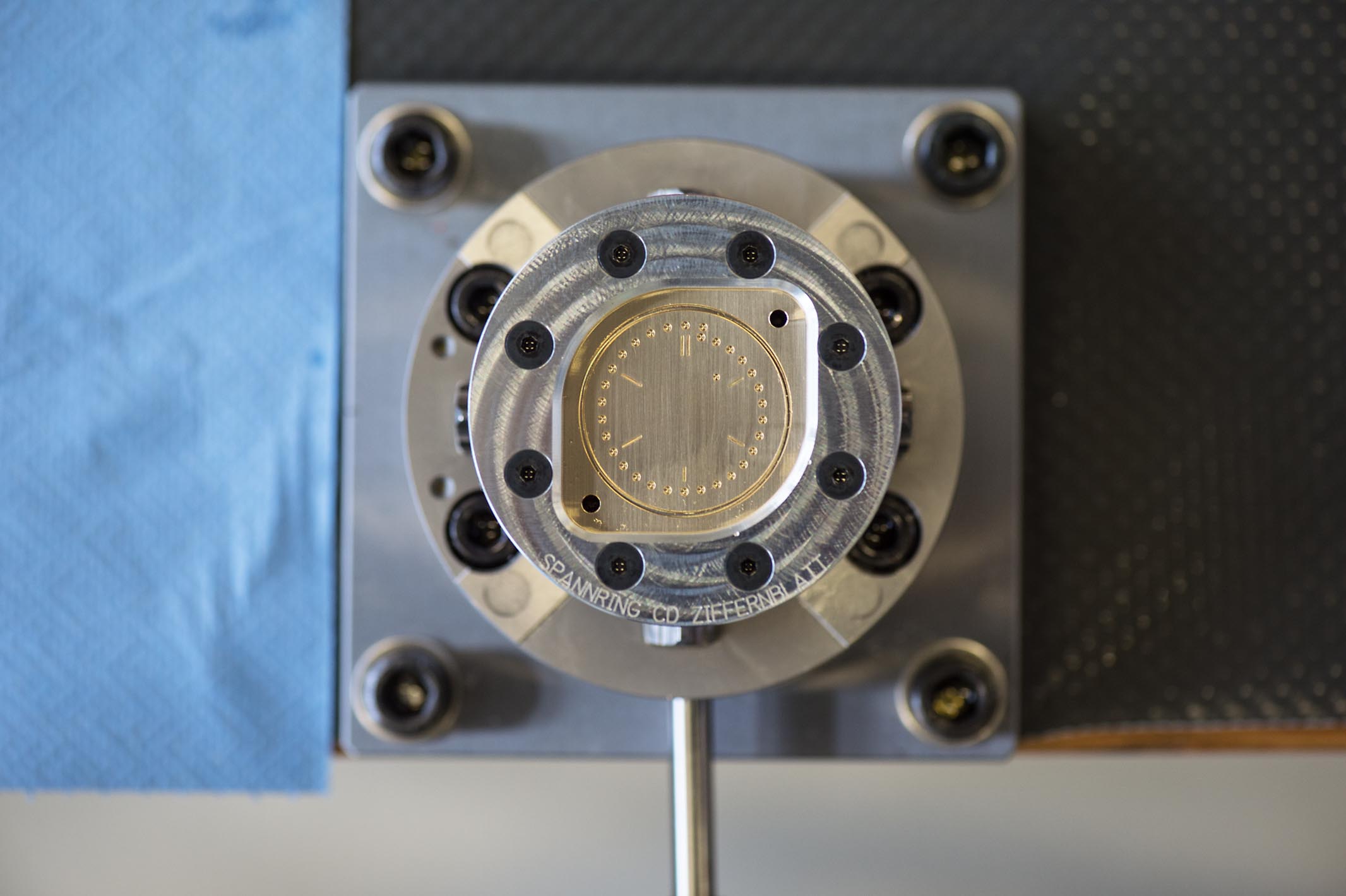
The face of the dial as well as the pegging holes, which allow for an exact positioning when the blank is turned, are done.
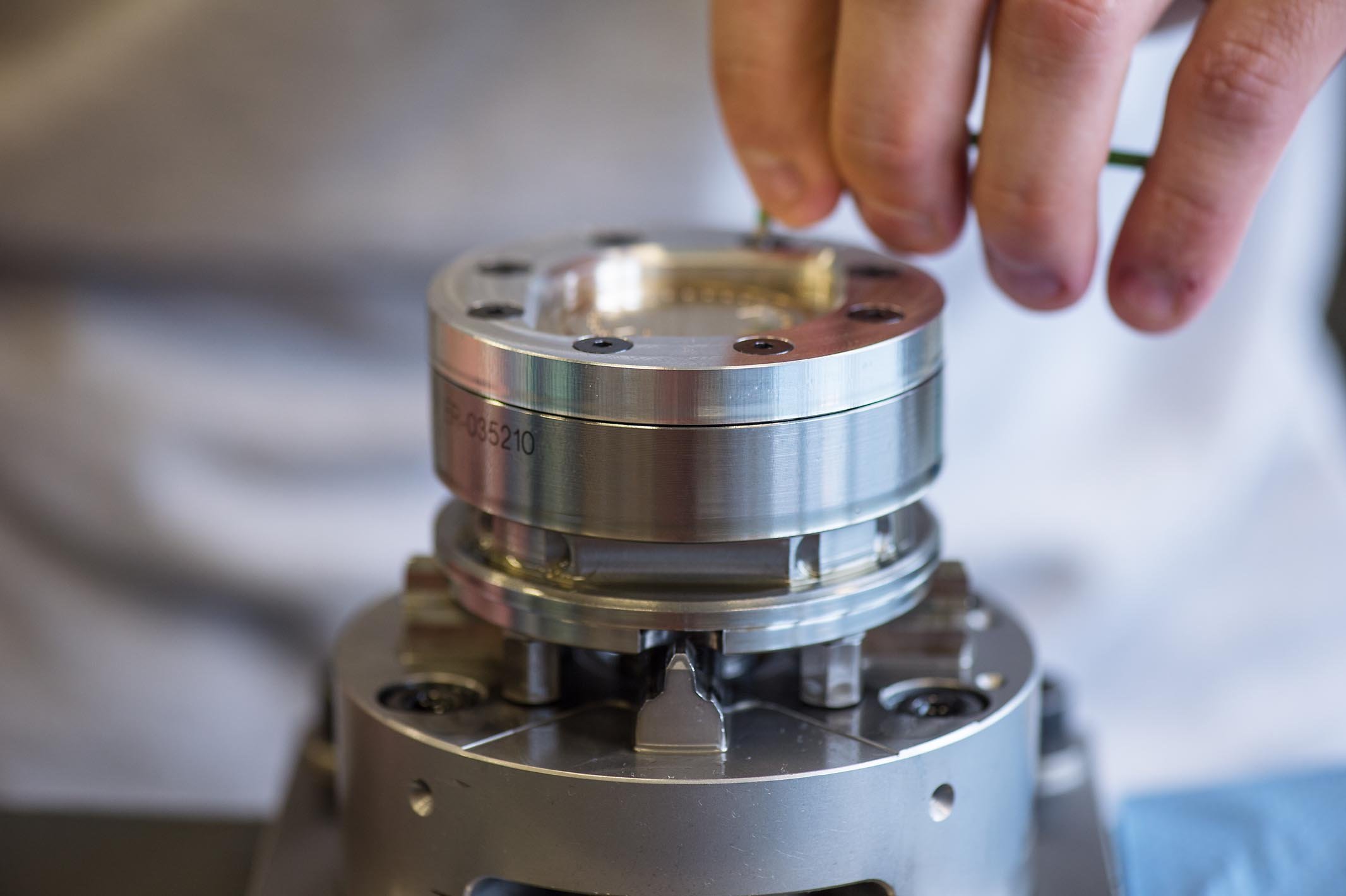
The clamping ring is being loosened so that the dial can be turned for the second processing.
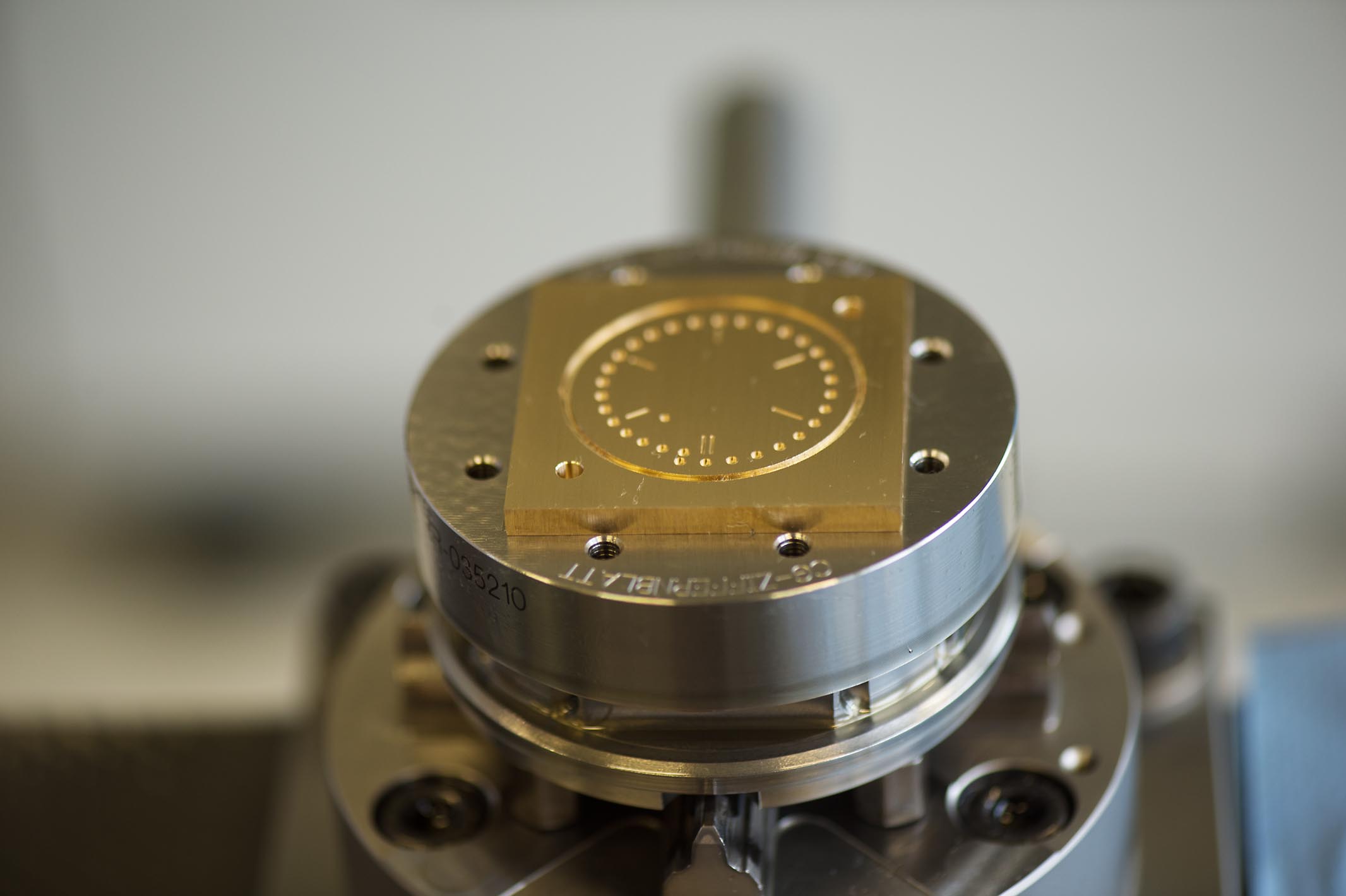
The first elements of the dial become visible.

Daniel Matter controls the execution of the first work steps.

CEO Reto Helfenstein, too, assesses the machining, before the processing continues.
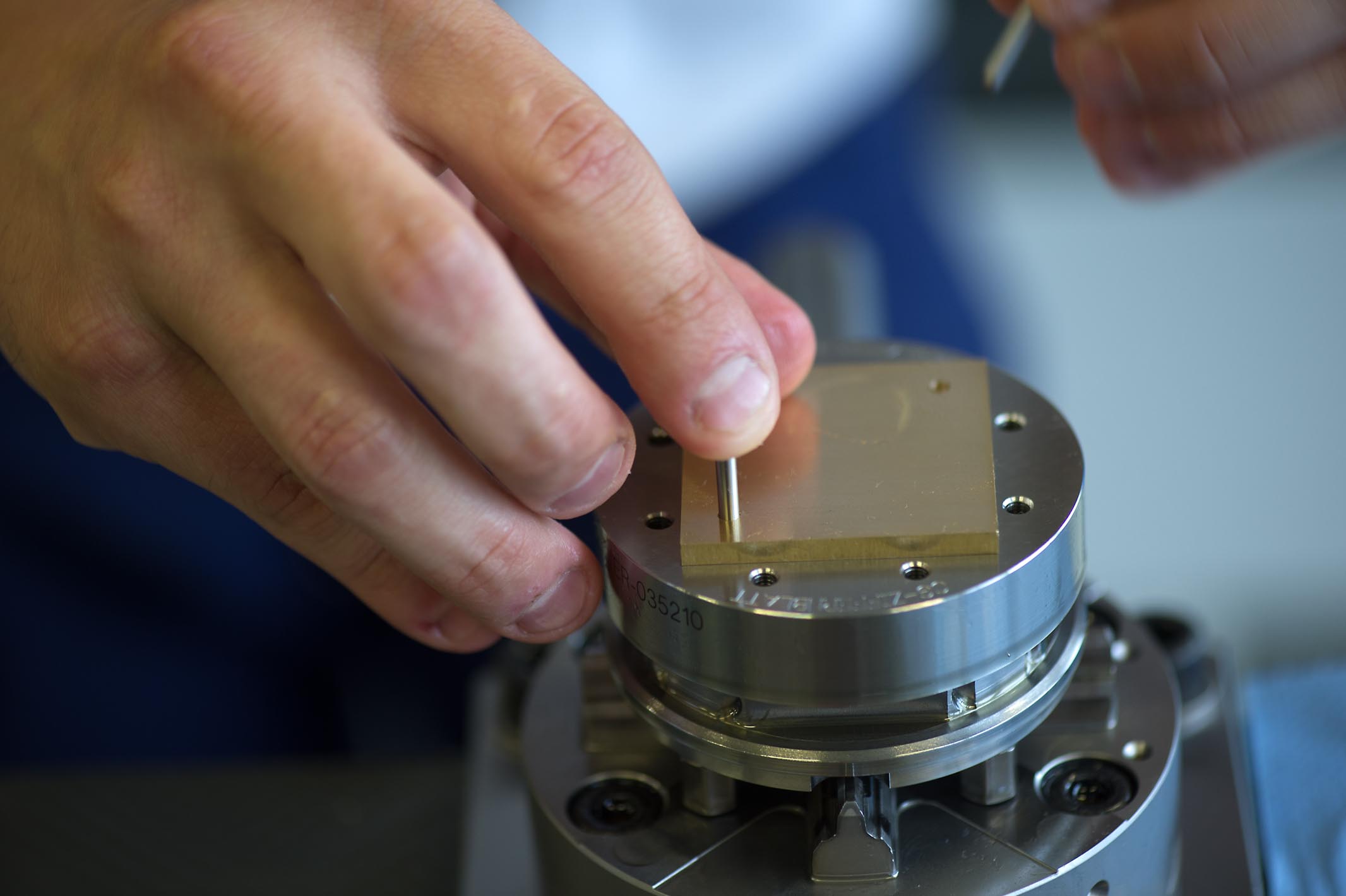
Daniel Matter turns the blank and positions it precisely by means of the pegging holes which he placed when first clamping the blank. These steps require precision and flair, since the dial is lying face down on the device.
Now the blank is once again clamped into the device by means of the clamping ring. The pegs assure the exact positioning.
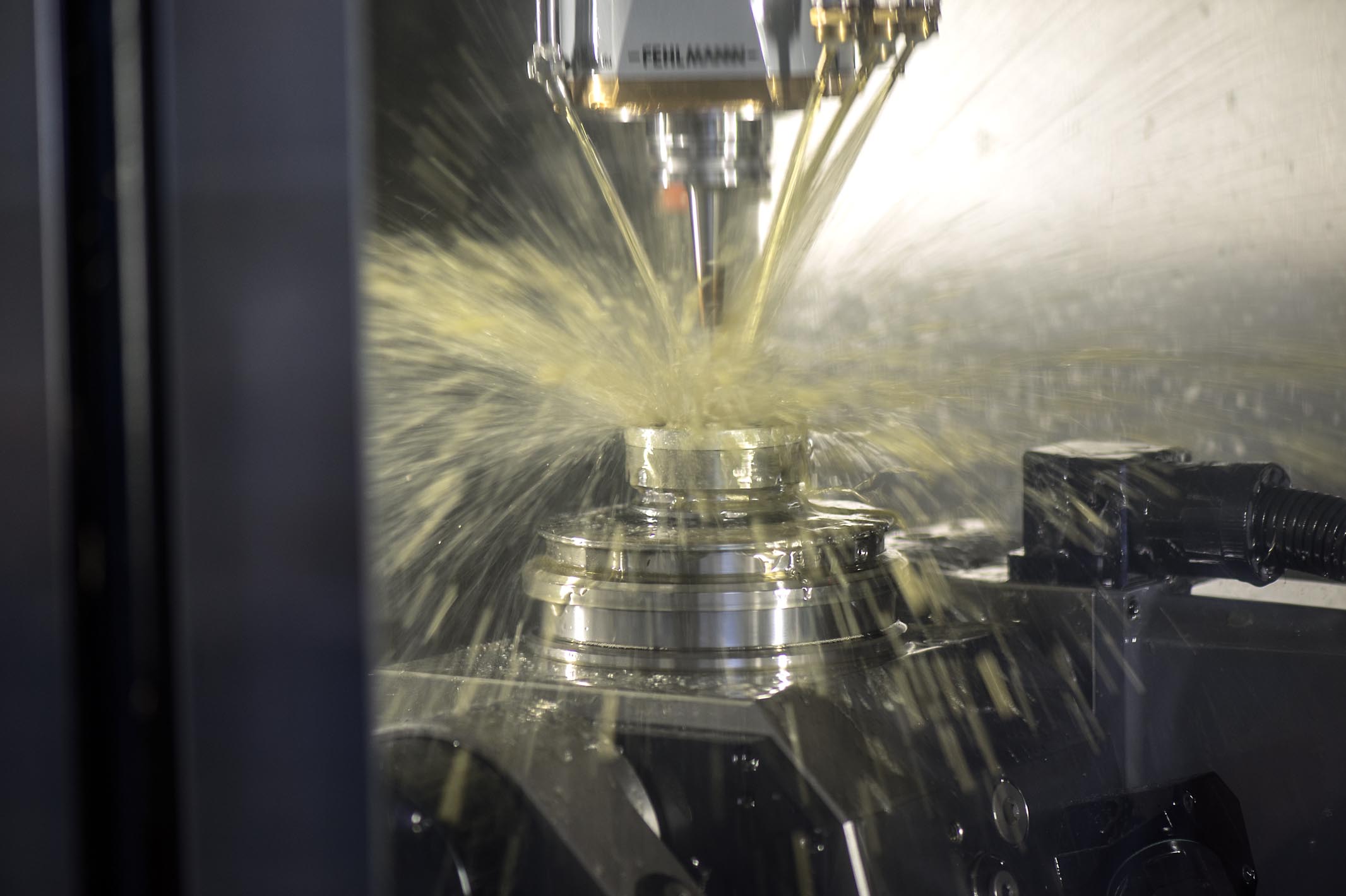
The back of the dial is being milled. Using oil as the sole cooling agent, we achieve the best results in terms of the surface quality and the tools last longer.

Daniel Matter and his teammates work hand in hand – still, the individual work steps have to be thought through before being executed.
The dial has to be secured before it can be separated from the spare material in order to make sure that it stays in the right position and will not be damaged in the milling process.

To secure the dial, Daniel Matter screws it down. He inserts a little circular piece of plastic in-between the dial and the head of the screw in order to prevent imprints and scratches on the dial’s surface.

The dial is finished and the clamping ring can be removed.
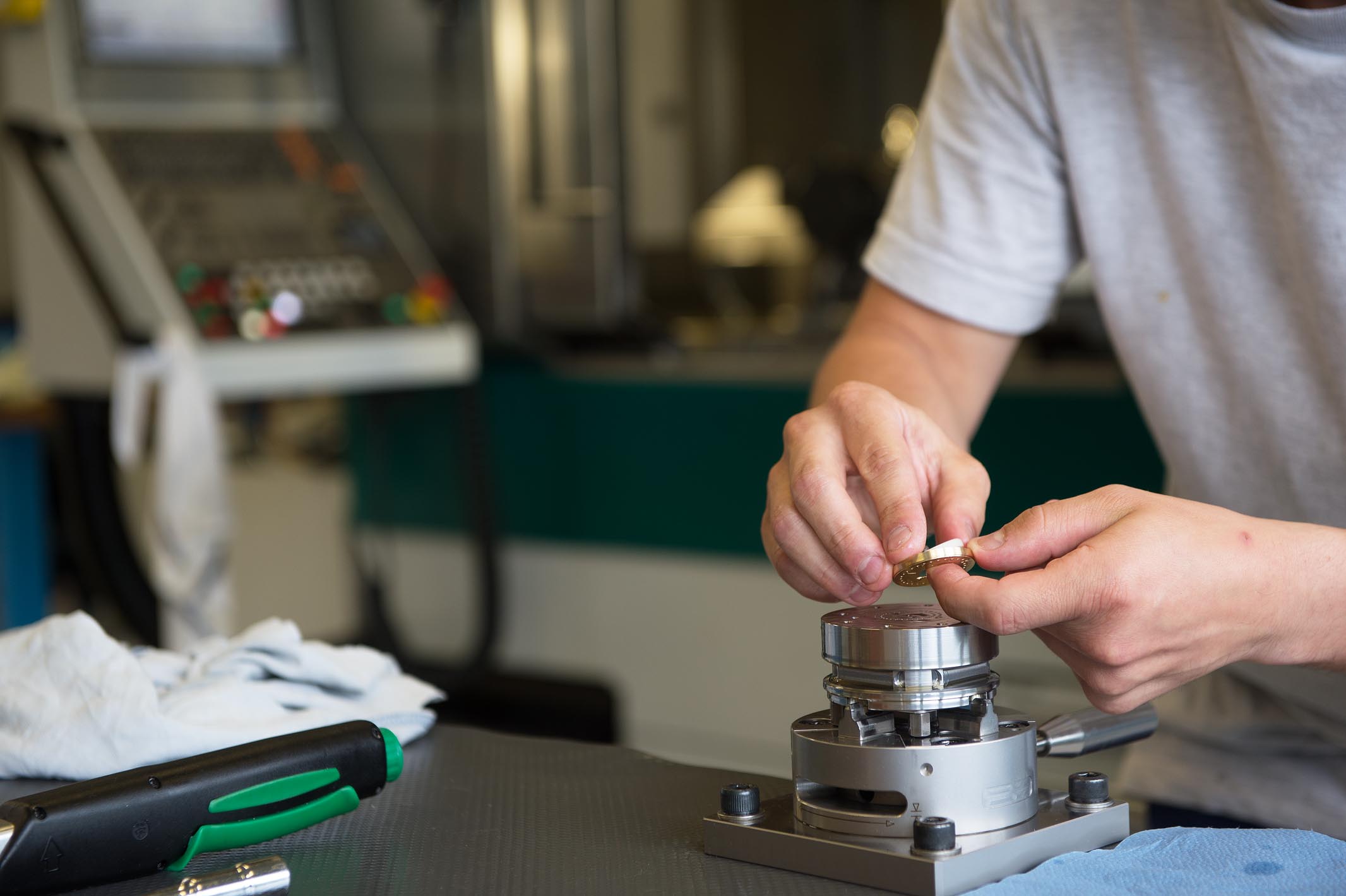
Daniel Matter carefully lifts the dial off the clamping device in order to prevent scratches.
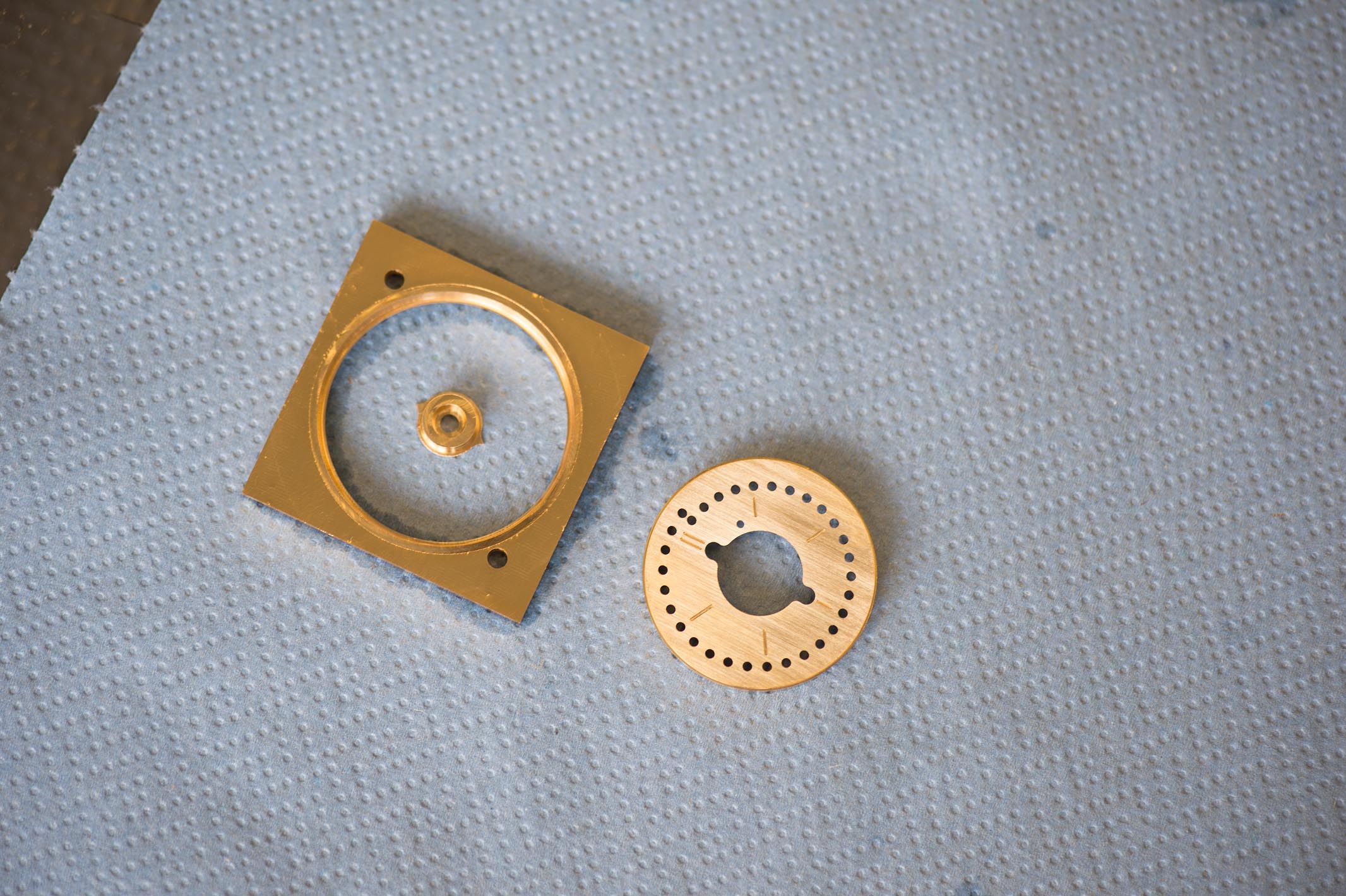
The finished dial and the spare material which will be recycled.

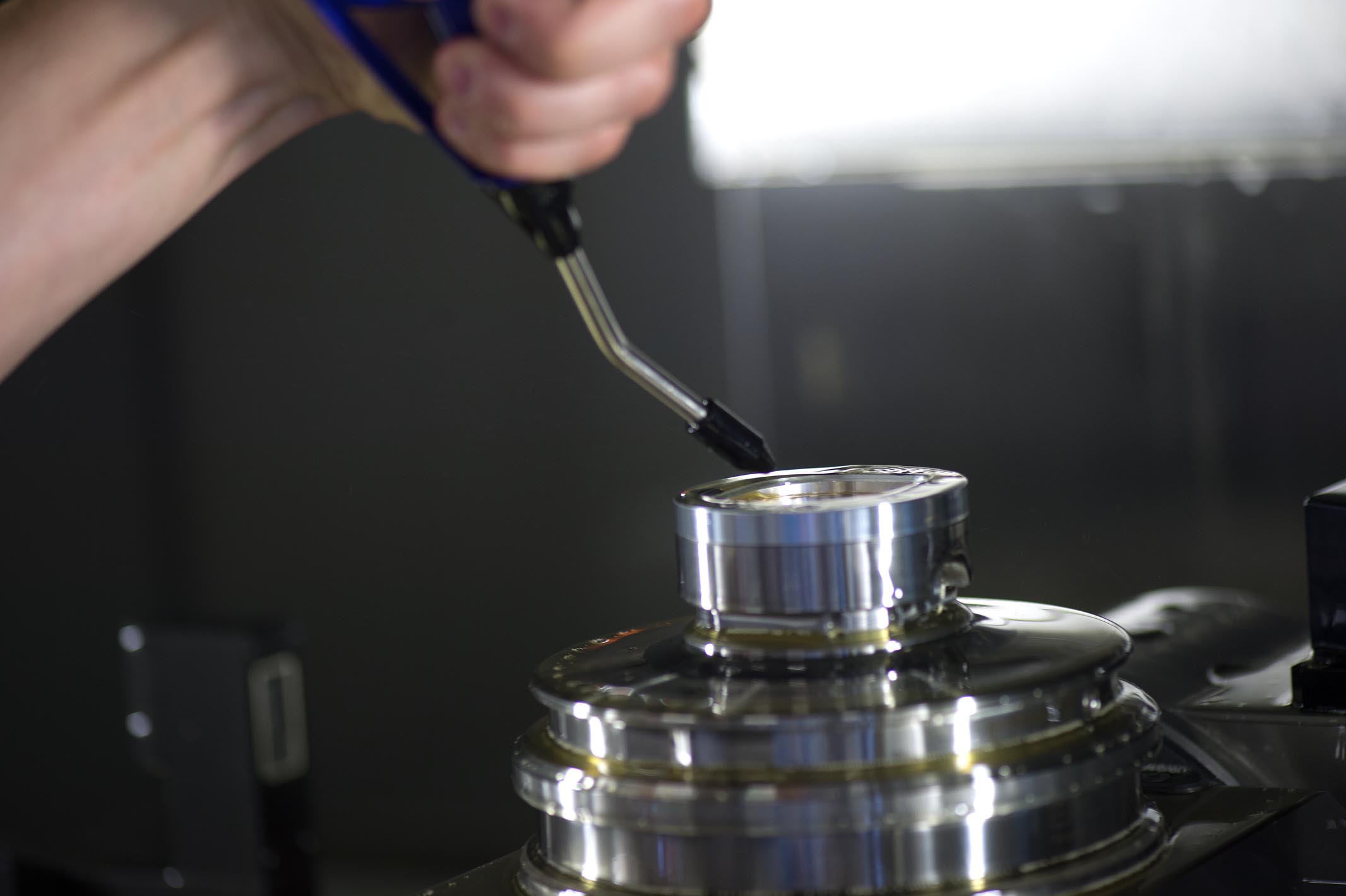
In order to remove the oil, the parts are immersed several times in a cleaning agent which contains solvents.

The last traces of the cleaning agent are removed by means of compressed air.

Brass blanks used to manufacture the month disks.
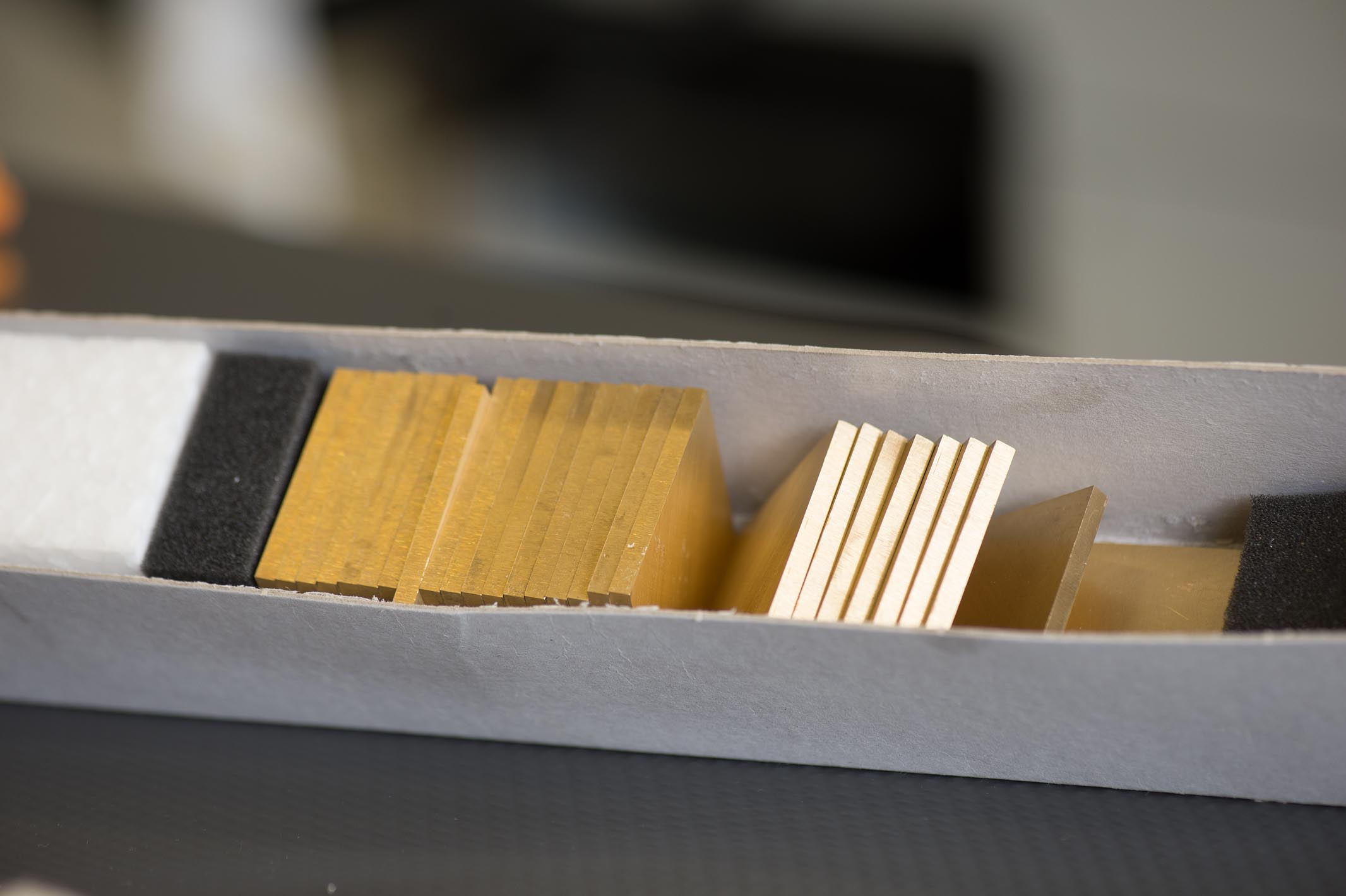
Brass blanks used to manufacture the dials.
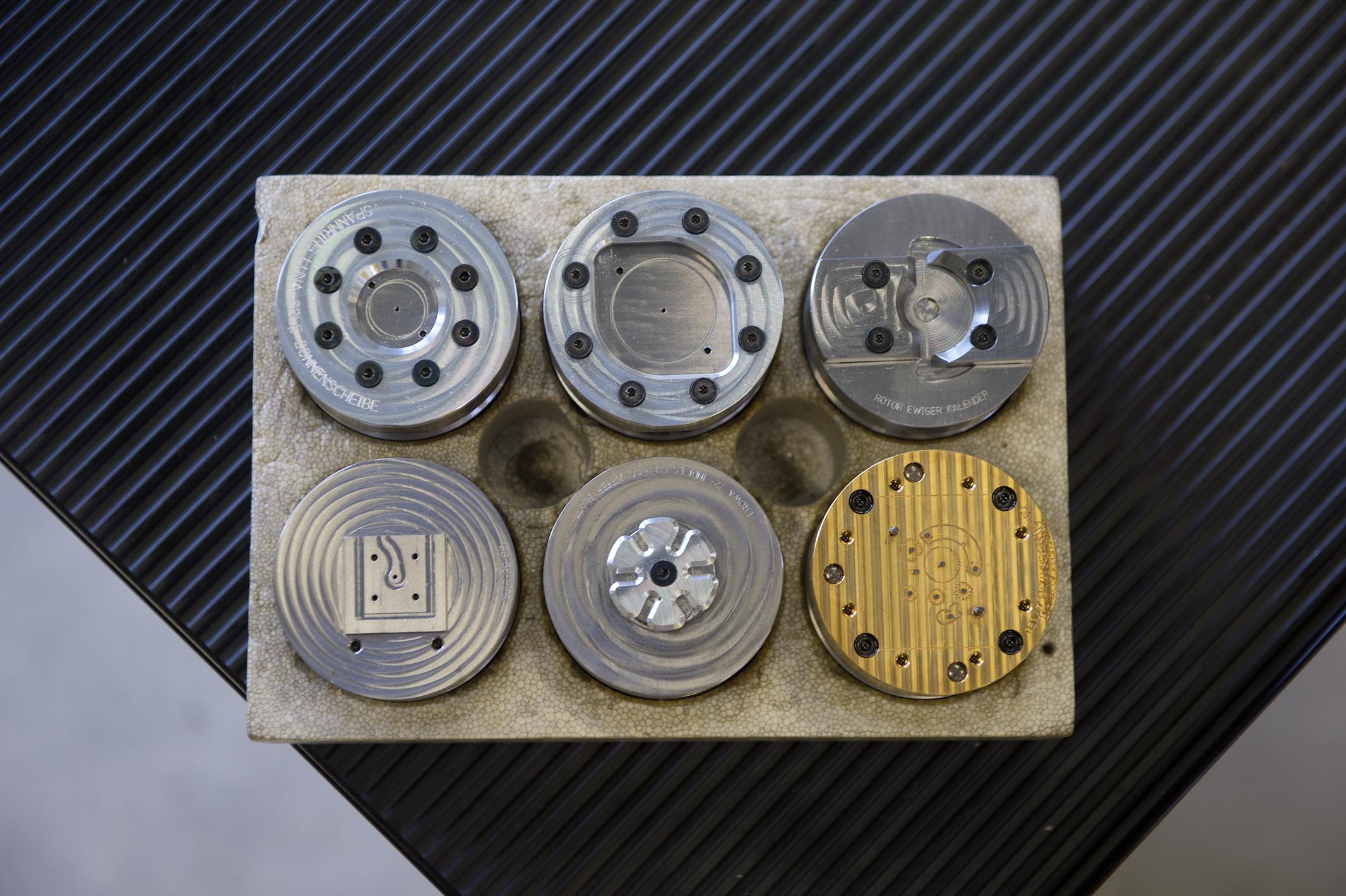
A few of the clamping devices that we created specifically to manufacture the parts of the perpetual calendar.

Titanium blanks and leftover material from the production of buckles.
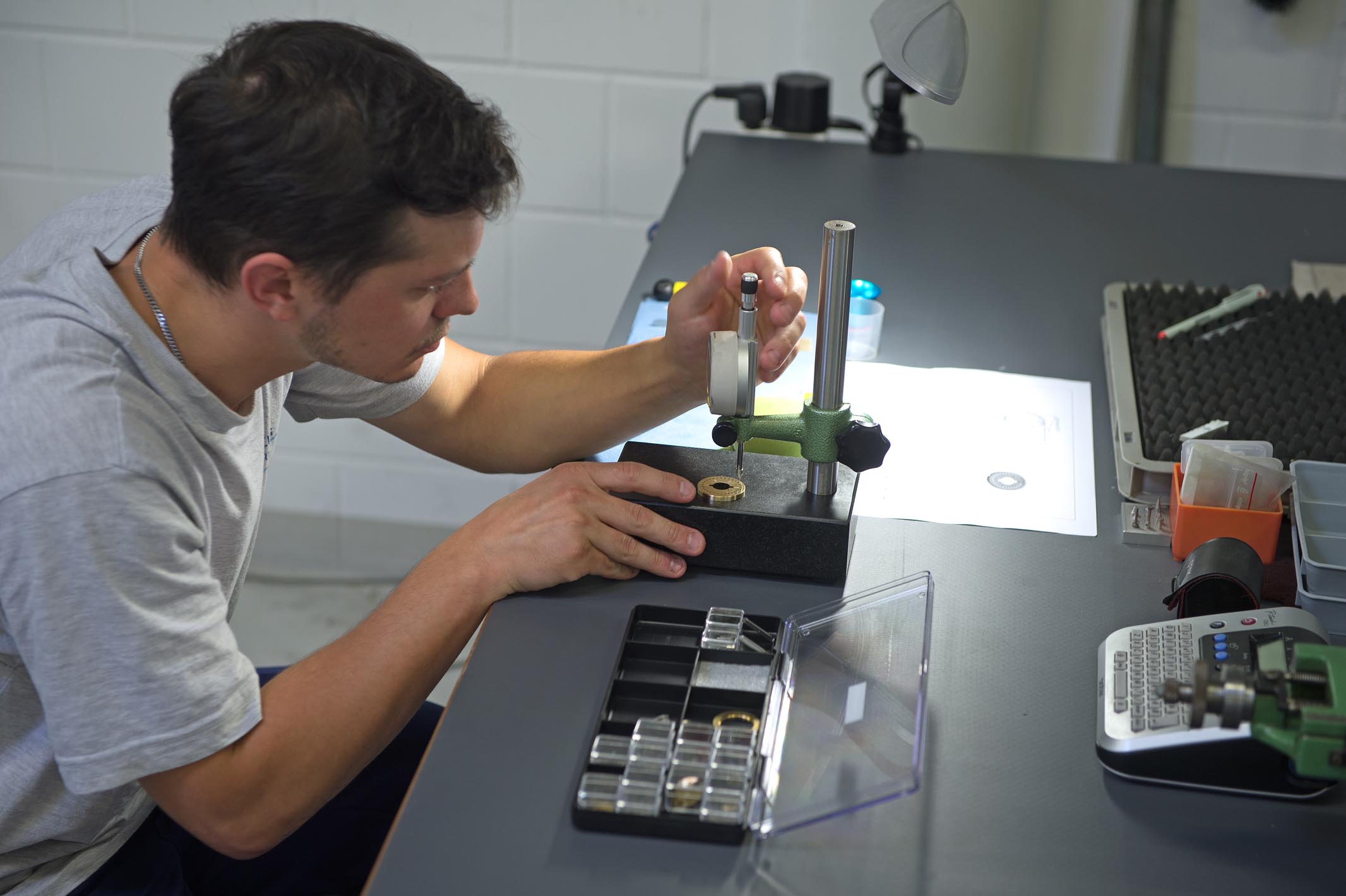
Daniel Matter checks the accuracy of the dial. Our goal is to achieve values in the middle of the particularly narrow tolerances.
Daniel Matter compares the results with the specifications on the drawings. If needed, he corrects any measured deviations directly at the machine.

At the end, the dial undergoes several hours of vibratory finishing in a granulate made of nut shells. This breaks/polishes off any remaining artifacts from the production process, but preserves the milled surface structure.
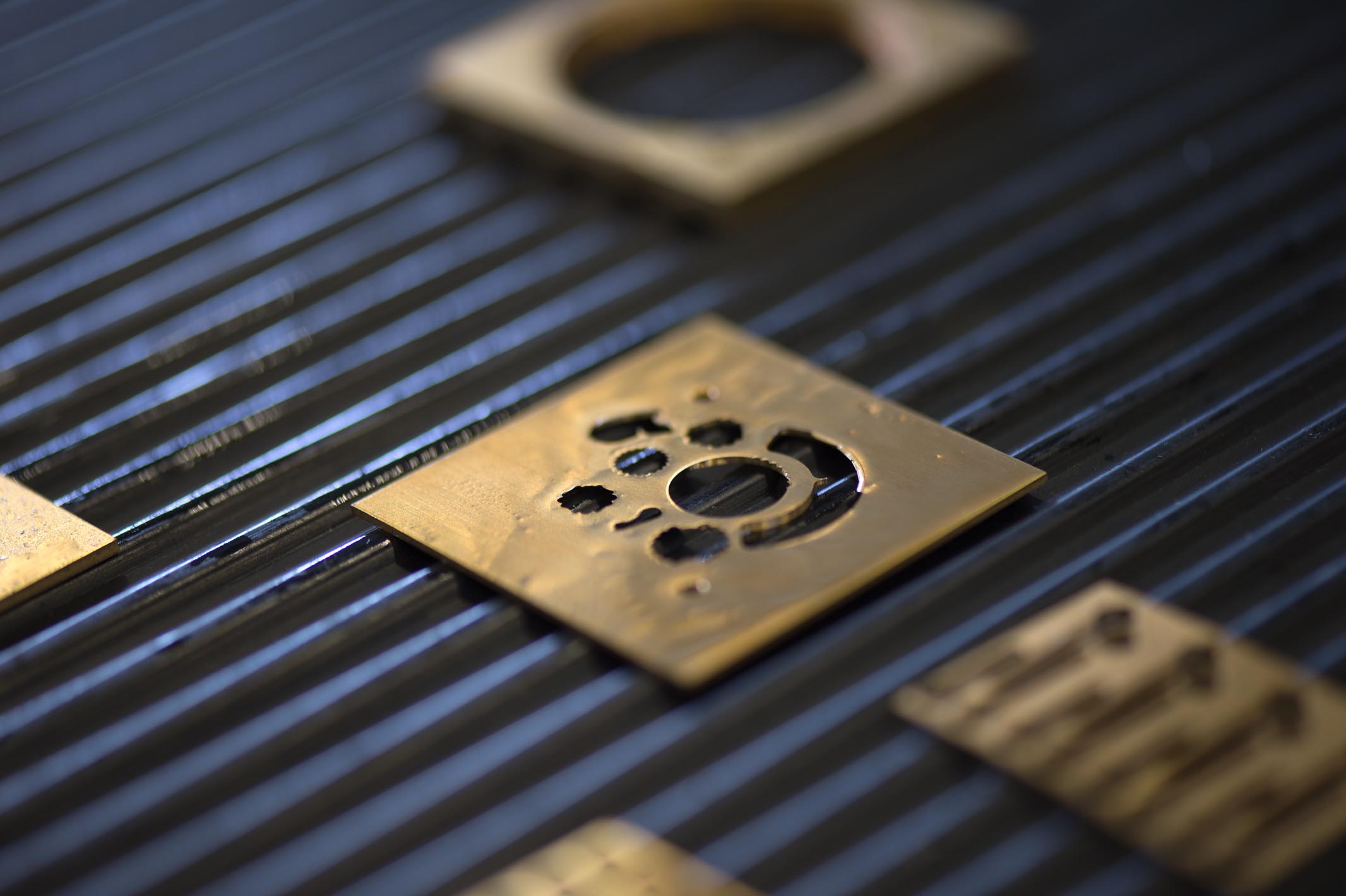
The brass blanks after we have milled out the functions of the perpetual calendar.
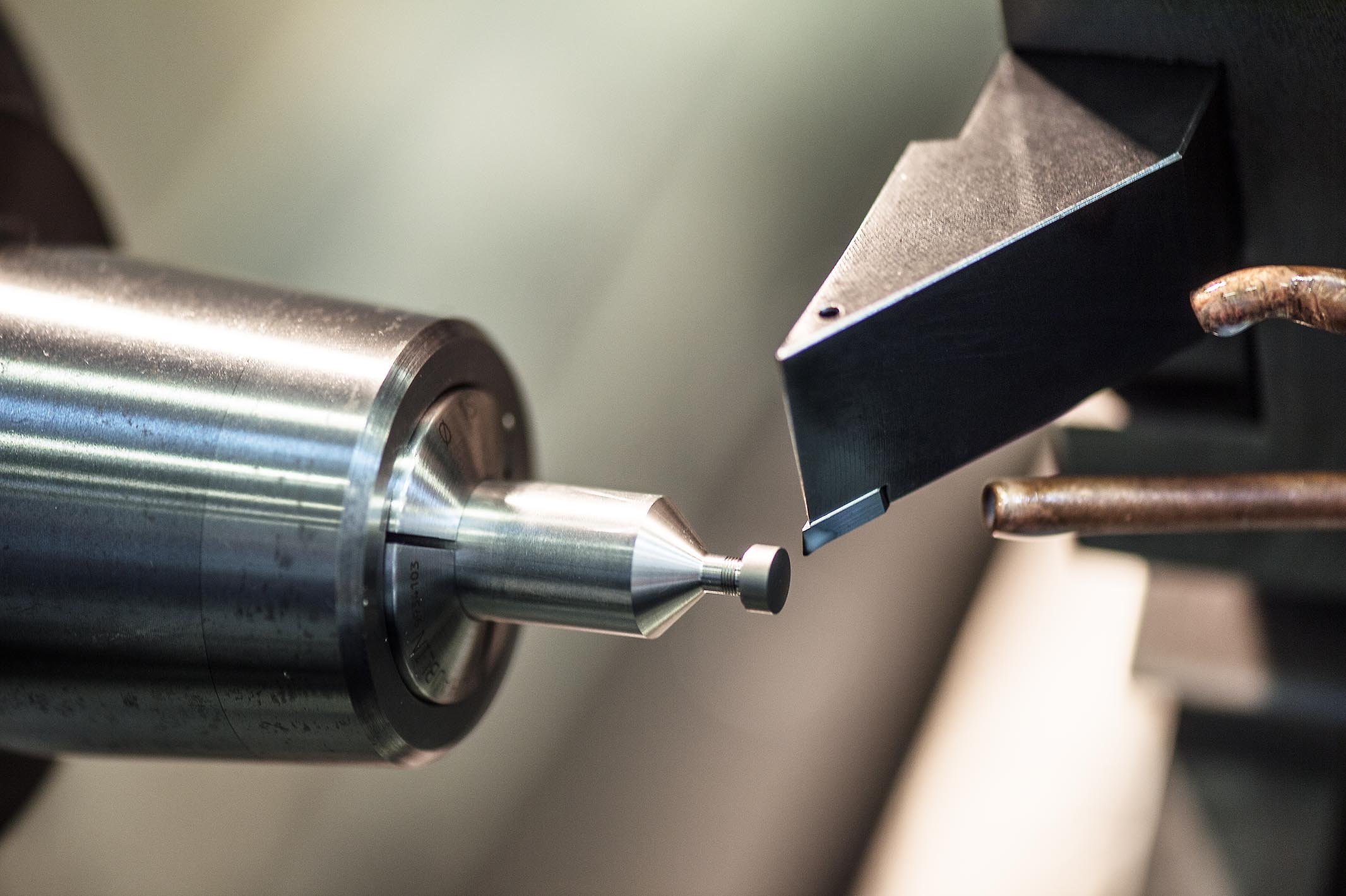
The crown is being turned. For this process, it is screwed on a special mandrel using the existing fine thread. Turning expert Raffel Müller is responsible for ochs und junior’s rotative parts.

Besides ochs und junior, the Helfenstein Mechanik AG also supplies the aviation company Pilatus Aircraft Ltd. in Stans, among others. Some of the parts for the new business jet PC-24 are manufactured by us and are thus “Made in Switzerland” …

The parts are carefully packaged to prevent any damage during transport.

Daniel Matter is vacuum sealing a finished buckle.

Last steps: any leftover packaging material is cut away.
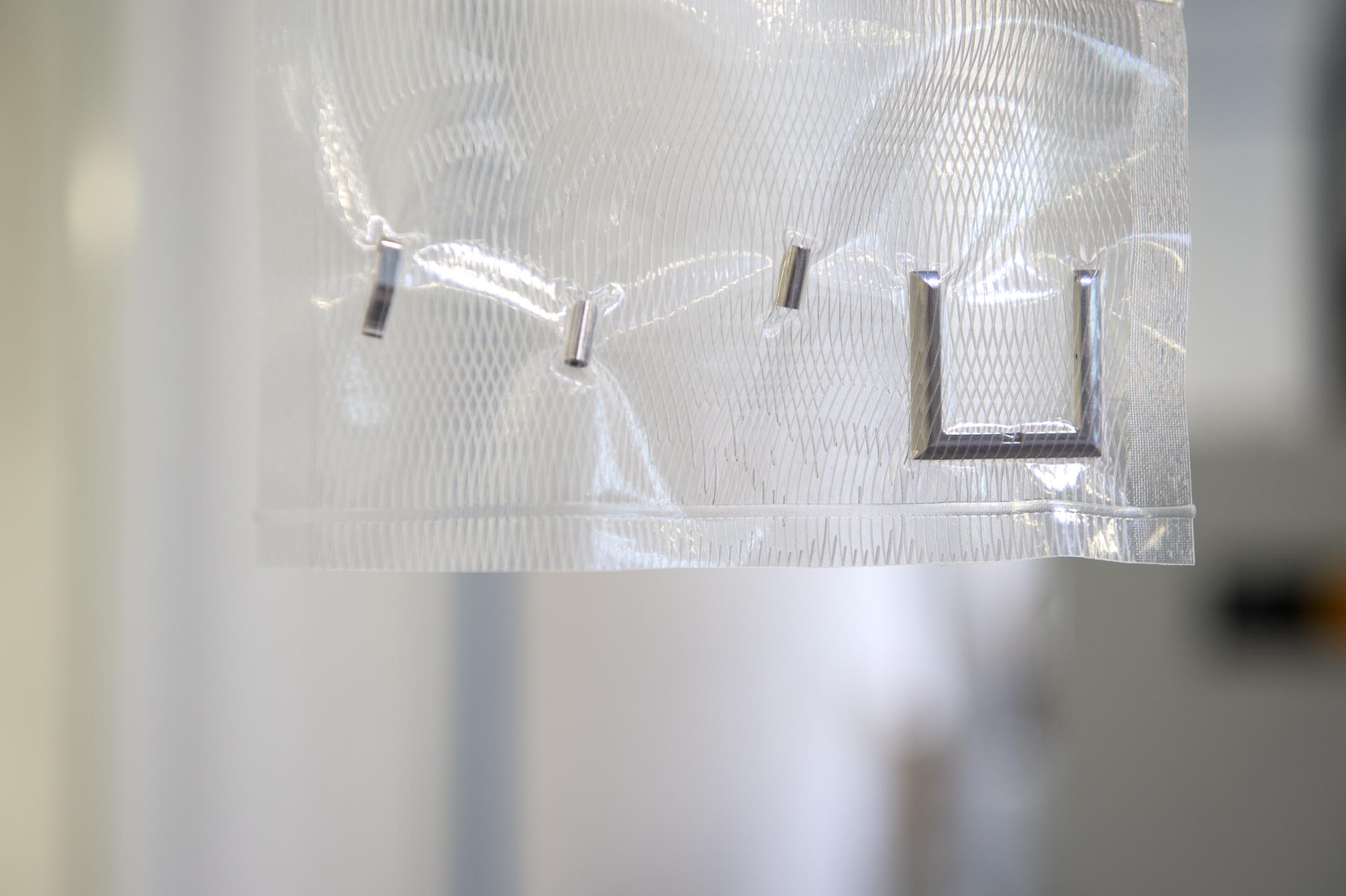
This finished, vacuum-packed titanium buckle can now be delivered to ochs und junior – a journey that takes only 20 minutes!